

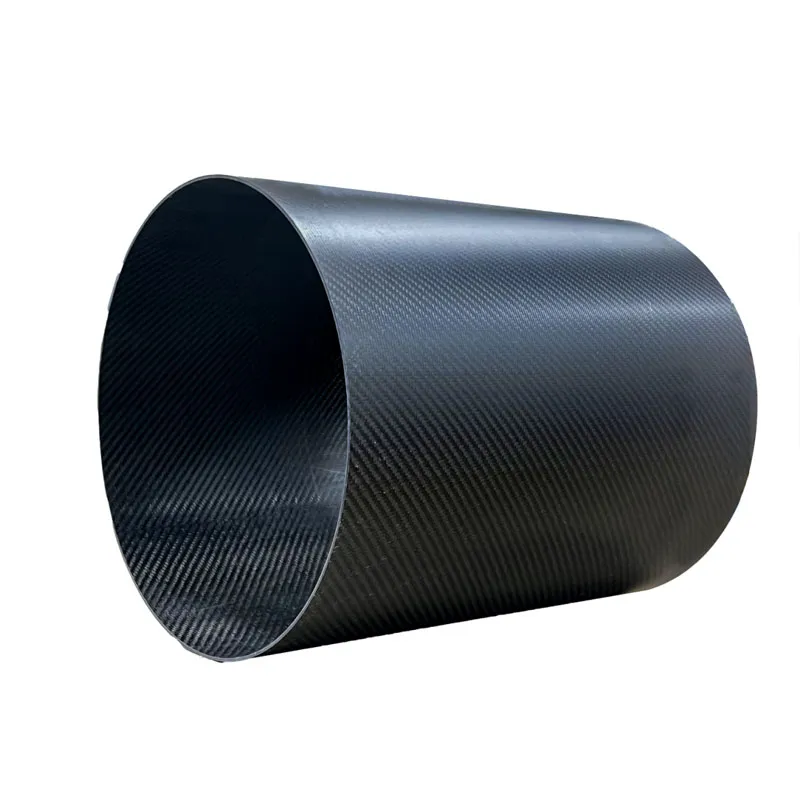
Шлифованная углепластиковая труба
Когда говорят про шлифованную углепластиковую трубу, многие сразу представляют себе просто идеально гладкую поверхность, почти зеркальную. Но если копнуть глубже, в самой технологии обработки кроется масса нюансов, которые напрямую влияют на конечные эксплуатационные свойства. Частая ошибка — считать, что шлифовка делается только для эстетики или уменьшения аэродинамического сопротивления. На деле, правильная механическая обработка снимает поверхностный слой с возможными микродефектами от намотки, выравнивает геометрию и подготавливает поверхность под последующее нанесение покрытий или соединение. И вот здесь начинается самое интересное.
От намотки до шлифовки: где кроются сложности
Исходная труба после полимеризации в автоклаве или печи имеет характерную рельефную поверхность — отпечаток от вспомогательного материала или самой оправки. Этот рельеф — не просто косметический недостаток. В микротрещинах или неровностях может скапливаться влага, начинаться расслоение, особенно в условиях вибрации. Поэтому шлифовка — это, по сути, контролируемое удаление материала. Но сколько удалять? Снять слишком мало — дефекты останутся. Снять слишком много — можно ослабить несущий слой волокон, особенно если наружный слой сделан из высокомодульного углеродного волокна. Приходится балансировать.
В нашем опыте, например, для ответственных конструкций в авиамоделировании или в элементах робототехники, мы всегда запрашивали у поставщика данные по толщине стенки до и после шлифовки. Не все производители это предоставляли охотно. Один из надежных партнеров в этом плане — ООО Цихэ Хайсинда Композит. На их сайте qhhxdfhcl.ru видно, что компания с 2013 года занимается именно разработкой и производством углепластиков, и основатель — специалист в этой области. Это важно, потому что такой бэкграунд часто означает более глубокое понимание не только как сделать, но и зачем нужна та или иная постобработка.
Конкретно с трубами: их расположение в Цзинане, в получасовой доступности от ключевых транспортных узлов, для нас, как для получателей в России, было плюсом с точки зрения логистики. Но вернемся к процессу. Шлифовка у них, судя по образцам, которые мы тестировали, проводилась абразивными лентами с постепенным уменьшением зернистости. Важный момент — отсутствие перегрева. Углепластик чувствителен к температуре, смола может начать 'плыть'. Здесь видна рука опытного технолога.
Абразив, скорость, охлаждение: три кита качественной обработки
Выбор абразива — отдельная тема. Оксид алюминия или карбид кремния? Для чистовой проходки иногда используют даже специальные нетканые материалы с абразивным наполнителем. Мы как-то пробовали шлифовать небольшую партию труб самостоятельно, для эксперимента. Использовали обычную шлифмашинку с лепестковым кругом. Результат был плачевный — местами подпалины, неравномерная глубина съема, волокна местами 'лохматились'. Стало ясно, что без специального станка с точным контролем прижима и подачи, а главное — с эффективным отводом пыли и стружки (которая, кстати, очень вредна для дыхания), делать нечего.
Именно после этого неудачного опыта мы стали больше внимания уделять техпроцессу поставщика. В описании ООО Цихэ Хайсинда Композит упоминается штат более 60 человек и более 10 технических специалистов. Для среднего предприятия это серьезная концентрация инженерного ресурса, который может быть заточен как раз под отладку таких процессов, как шлифовка. Это не гарантия, но весомый аргумент.
Скорость вращения заготовки и подачи абразива — критический параметр. Слишком высокая — опять перегрев и вырывание волокон из матрицы. Слишком низкая — низкая производительность и возможная вибрация, leading к волнистости. Охлаждение, как правило, воздушное. Жидкие СОЖ почти не применяются, чтобы не насыщать материал влагой.
Контроль качества: не только микрометр
После шлифовки первое, что делается — замер толщины стенки по окружности в нескольких сечениях. Допуск часто задается в пределах ±0.05 мм, а для прецизионных валов — и того меньше. Но геометрия — это полдела. Важна именно целостность поверхности. Ее проверяют визуально под хорошим светом, а иногда с помощью дефектоскопии, например, методом акустической эмиссии или термографии, если речь о крупных и ответственных изделиях.
У нас был случай, когда партия шлифованных углепластиковых труб для спортивного инвентаря (удилищ) после доставки показала микротрещины при осмотре под лупой. Проблема была не в самой шлифовке, а в том, что трубы хранились в неотапливаемом складе при высокой влажности перед отгрузкой, и влага, попав в микропоры, при замерзании в пути расширилась. Вывод: даже идеально обработанная поверхность требует правильных условий хранения и транспортировки. Поставщик, который понимает эту цепочку, ценится на вес золота.
Компания из Цихэ, судя по всему, уделяет внимание инфраструктуре — наличие основных средств на 10 млн юаней говорит о серьезных вложениях в оборудование и, возможно, в складские комплексы с контролем климата. Это косвенный, но важный признак.
Применение: где действительно нужна шлифовка, а где можно сэкономить
Не для каждой задачи нужна труба с качеством поверхности как у стекла. Например, для внутренних силовых элементов каркаса, которые будут залиты компаундом или закрыты обшивкой, достаточно просто очистки. Шлифовка добавляет стоимость. Но есть области, где без нее никуда.
Первое — это узлы трения или перемещения. Например, направляющие в высокоточном оборудовании. Здесь низкий коэффициент трения и износостойкость углепластика сочетаются с необходимостью минимального зазора. Без точной калибровки и шлифовки диаметра не обойтись.
Второе — области с высокими требованиями к аэродинамике или гидродинамике. Лопасти, валы, элементы корпусов. Любая шероховатость ведет к потере КПД.
Третье — эстетически важные изделия, где углепластик является финишным материалом. Дизайнерские элементы, спортивный инвентарь. Здесь шлифованная углепластиковая труба часто служит основой для последующего лакирования, которое дает тот самый 'карбоновый' глянец.
Взаимодействие с поставщиком: какие вопросы задавать
Исходя из всего вышесказанного, при заказе шлифованных труб нельзя ограничиваться чертежом с допусками. Нужно выяснять у производителя детали процесса. Каким методом шлифуется? Каков полный техпроцесс после автоклава? Как контролируется отсутствие пережога? Какие средства измерения используются? Готов ли поставщик предоставить протоколы контроля для выборочных изделий из партии?
Работая с такими компаниями, как ООО Цихэ Хайсинда Композит, можно рассчитывать на более предметный диалог именно потому, что это профильная компания, а не торговый посредник. Их расположение в особой промышленной зоне Бяобайсы также намекает на ориентацию на производство, а не просто на торговлю. Это важно для нас, тех, кто ищет стабильное качество, а не разовую покупку.
В итоге, выбор шлифованной углепластиковой трубы — это не просто выбор размера и марки материала. Это выбор целого комплекса технологических компетенций, которые стоят за этой, казалось бы, простой операцией. И понимание этих деталей позволяет не только избежать проблем на этапе эксплуатации, но и оптимизировать затраты, заказывая обработку ровно той глубины и качества, которые действительно необходимы под конкретную задачу. Все остальное — уже из области перестраховки или, наоборот, неоправданной экономии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектующие для БПЛА
Комплектующие для БПЛА -
 Углепластиковая плита с саржевым переплетением
Углепластиковая плита с саржевым переплетением -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Углепластиковые круглые трубы разного диаметра
Углепластиковые круглые трубы разного диаметра -
 Удочки
Удочки -
 Углепластиковая труба с сатиновым переплетением
Углепластиковая труба с сатиновым переплетением -
 Матовая углепластиковая круглая труба
Матовая углепластиковая круглая труба -
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
 Одно-/двухвыходной выхлопной наконечник
Одно-/двухвыходной выхлопной наконечник -
 Углепластиковая круглая труба с саржевым переплетением
Углепластиковая круглая труба с саржевым переплетением -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Тонкая углепластиковая плита
Тонкая углепластиковая плита



