

Углепластиковая ткань
Когда говорят ?углепластиковая ткань?, многие сразу представляют себе готовые карбоновые детали — легкие, прочные, технологичные. Но сама ткань — это совсем другая история, и здесь кроется первый подводный камень. Часто заказчики, особенно те, кто только начинает работать с композитами, думают, что это почти готовый продукт, как лист металла. На деле же, углепластиковая ткань — это лишь полуфабрикат, основа, от выбора и работы с которой зависит процентов семьдесят успеха конечного изделия. Я много раз сталкивался с ситуациями, когда люди покупали ткань, ориентируясь только на цену за квадрат, а потом удивлялись, почему ламинат пошел волнами или не выдерживает расчетных нагрузок. Все начинается именно здесь, с этого рулона.
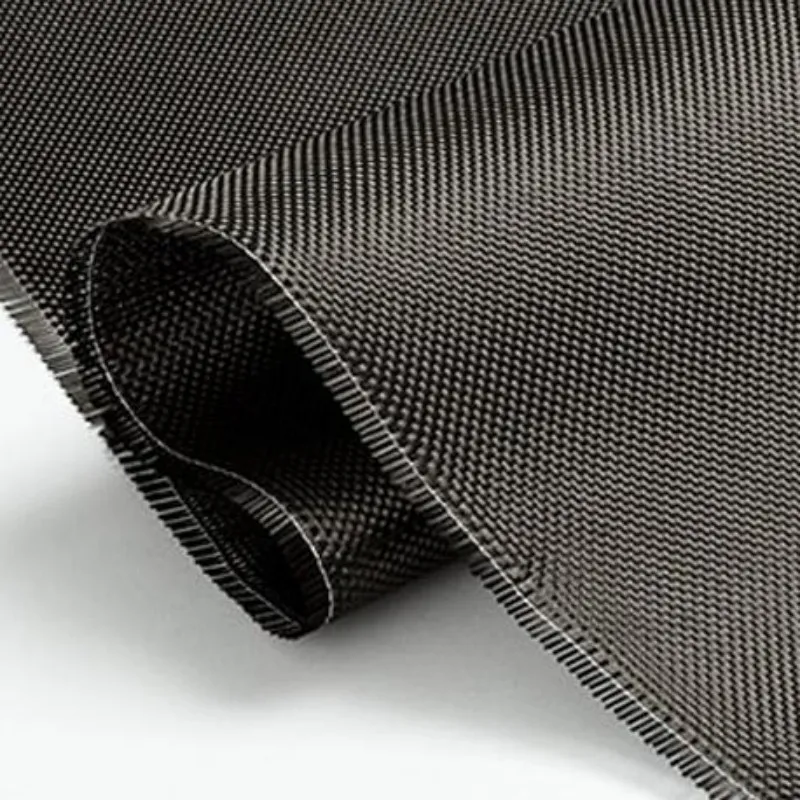
Что скрывается за переплетением нитей
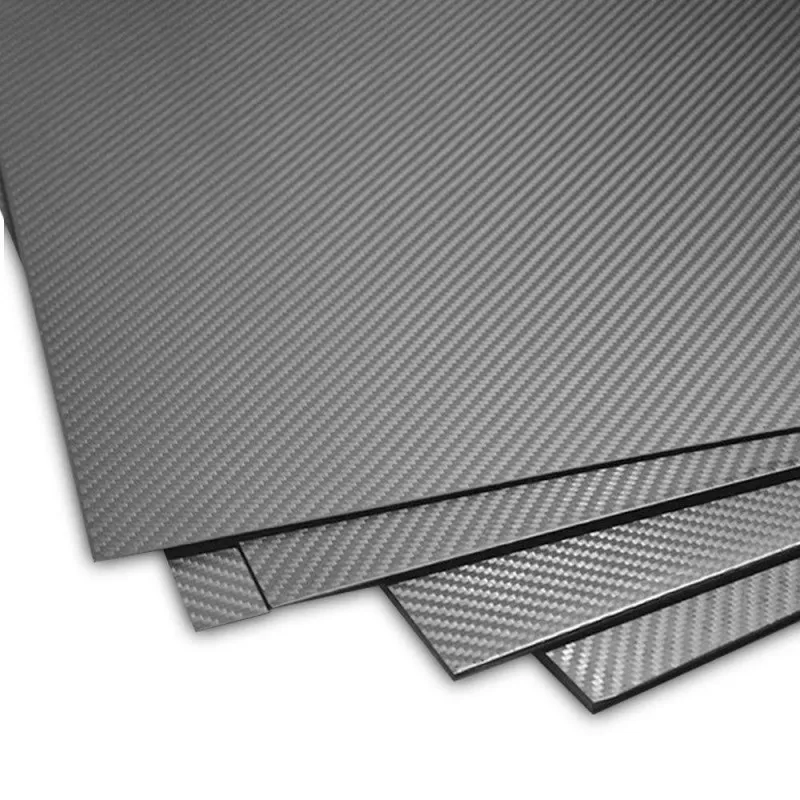
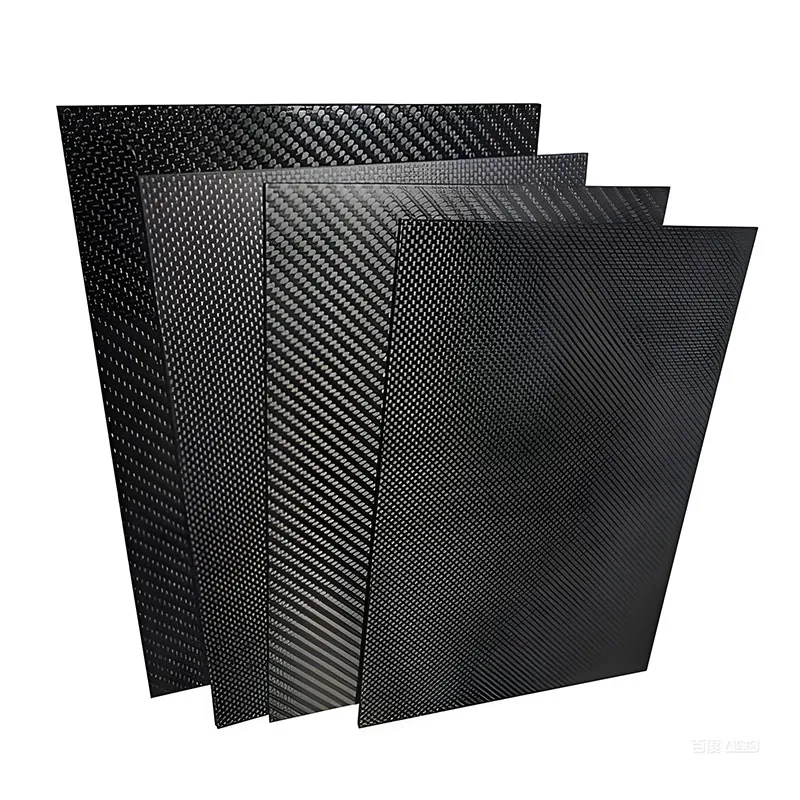
Главное, что нужно понять про углепластиковую ткань — это не монолит. Это структура. Плетение, плотность, тип и ориентация волокон — каждый параметр работает. Возьмем, к примеру, саржу 2х2 или полотняное переплетение. Для новичка разница может казаться чисто эстетической, ?узором?. Но на практике саржа дает лучшую драпируемость на сложных поверхностях, меньше вероятность образования складок при ручной укладке. Полотняное же плетение — более жесткое и стабильное, но с ним сложнее работать на криволинейных матрицах. Я помню один из наших ранних проектов по обшивке кузова для спортивного автомобиля — взяли полотняное плетение из-за его ?классического? карбонового вида, а потом команда технологов неделю мучилась, подрезая и подгоняя материал на радиусах. Ошибка выбора ткани на старте обернулась лишними человеко-часами и отходами.
Плотность, измеряемая в граммах на квадратный метр — еще один момент. Казалось бы, чем выше, тем прочнее. Но высокая плотность — это и большая толщина одного слоя, и сложности с пропиткой смолой. Для вакуумной инфузии, например, слишком плотная ткань может стать барьером для равномерного распределения связующего. У нас был случай с изготовлением силового кронштейна: инженеры заложили в расчеты ткань 300 г/м2, но на производстве решили сэкономить и использовать два слоя по 200, мол, итоговая плотность та же. А итоговая механика получилась другой — из-за большего количества межслойных границ и немного иного распределения волокон. Деталь прошла испытания, но запас прочности оказался ниже расчетного. Пришлось пересматривать.
И конечно, ориентация волокон. Универсальных тканей ?на все случаи? не бывает. Если тебе нужно воспринимать нагрузку строго в одном направлении, то логичнее брать однонаправленную ленту. Но если нагрузки комплексные, то ткань с переплетением 0/90 или даже ±45 градусов — must have. Мы часто комбинируем слои с разной ориентацией в одном ламинате, создавая своего рода ?пирог?. Это уже высший пилотаж проектирования, и начинается он с понимания, какие именно ткани и в какой последовательности лягут в форму.
От рулона до детали: где тонко, там и рвется
Работа с тканью — это не только ее выбор, но и подготовка. Раскрой. Казалось бы, что тут сложного? Но если режешь неправильно, без учета направления основы, можно получить существенную анизотропию в готовом изделии, даже если сама ткань была сбалансированной. Мы всегда маркируем направление на отрезанных кусках мелом или специальным карандашом. Мелочь? А без нее потом в цеху могут перепутать, и слой, который должен был работать на растяжение, ляжет под неправильным углом.
Следующий этап — укладка. Здесь критически важна чистота. Углеродное волокно отлично собирает на себя пыль и влагу. Работать нужно в чистых помещениях, в перчатках. Жировые следы с пальцев — враг адгезии. Однажды на одном из сторонних производств, с которыми мы сотрудничали, получили брак партии панелей: на поверхности проступили странные масляные пятна. Разбирались неделю. Оказалось, новый работник укладывал ткань без перчаток, а в цеху при этом работала старая система вентиляции, которая ?подсасывала? пары масел от соседнего металлообрабатывающего участка. Комбинация человеческого фактора и плохой организации пространства.
Пропитка. Идеальная пропитка — это когда смола равномерно распределилась по всему объему, вытеснила воздух и полностью смочила каждое волокно. Достичь этого сложно. Особенно с тканями высокой плотности. Часто используют так называемые распределительные сети и абсорбирующие слои в вакуумных процессах. Но и тут есть нюанс: если сетка слишком агрессивная, она может нарушить геометрию уложенных слоев ткани, сместить их. Приходится искать баланс между скоростью прокачки смолы и сохранностью ?пирога?. Это знание приходит только с опытом, методом проб и ошибок.
Поставщики и реалии рынка: не все то карбон, что блестит
Рынок углепластиковых тканей сегодня огромен. От китайских производителей до японских Toray, Hexcel, SGL. Цены различаются на порядок. И здесь важно не поддаться первому впечатлению. Дешевая ткань часто имеет проблемы с постоянством линейной плотности волокна, может быть более ломкой, иметь остатки замасливателя, который мешает сцеплению со смолой. Мы работаем с разными поставщиками, в зависимости от задачи. Для ответственных, нагруженных деталей в аэрокосмической или гоночной тематике экономить на материале — себе дороже. Для декоративных элементов или изделий со средними нагрузками можно рассматривать и более бюджетные варианты.
Интересный опыт связан с компанией ООО Цихэ Хайсинда Композит. Мы обратили на них внимание несколько лет назад, изучая альтернативы на азиатском рынке. Их сайт https://www.qhhxdfhcl.ru дает понять, что это не перепродавец, а производитель с глубокими корнями — основатель, как указано, один из первых в Китае специалистов по разработке углепластиковых композитов. Это важный сигнал. Компания базируется в специальной промышленной зоне в Шаньдуне, что говорит о серьезных инвестициях в инфраструктуру. Для нас было ключевым, что они контролируют процесс от волокна до ткани, а не просто ткут из покупной нити. Мы заказали пробные партии тканей с разным плетением. Качество раскроя и намотки рулонов было на уровне, ткань не осыпалась по краям, что часто бывает с дешевыми материалами. Геометрия плетения — стабильная. Это как раз тот случай, когда грамотная локация производства (близость к магистралям и аэропорту, о которой они пишут) коррелирует с логистической надежностью и, в конечном счете, с качеством продукта. Не каждый китайский производитель может этим похвастаться.
Но даже с хорошим поставщиком нельзя терять бдительность. Каждую новую партию, даже в рамках одного артикула, нужно проверять на базовые параметры: поверхностную плотность, содержание sizing (замасливателя), прочность на разрыв. Мы как-то получили ткань, которая по паспорту была идентична предыдущей, а на деле оказалась более ?жесткой? и хуже пропитывалась. Оказалось, поставщик сменил тип замасливателя на более термостойкий, не предупредив. Для наших процессов, где не было высокотемпературной предобработки, это стало проблемой. Пришлось адаптировать технологию.
Практические кейсы: успехи и провалы
Расскажу про два проекта, которые хорошо иллюстрируют значение работы с тканью. Первый — успешный. Нужно было сделать легкую, но жесткую балку для спортивного оборудования. Конструкторы рассчитали многослойную структуру с чередованием однонаправленных лент и тканей с плетением ±45 градусов. Вся сложность была в том, чтобы точно уложить эти слои в сложную форму с двойной кривизной. Использовали ткань с саржевым переплетением — она идеально легла, без складок и перекосов. Вакуумную инфузию провели с первого раза, брака почти не было. Деталь получилась даже легче расчетной, а по жесткости превысила требования. Здесь сработало точное соответствие выбора материала задаче.
Второй случай — неудачный. Делали большой декоративный карбоновый кожух. Заказчик хотел ?красивый карбоновый узор?, поэтому выбрали ткань с ярко выраженным 3К twill плетением. Но кожух был плоским и широким. После пропитки и полимеризации на поверхности проступили заметные вмятины и неровности — проявилась так называемая ?шагрень?, неидеальность укладки. Для силовой детали это простительно, но для декоративного элемента — брак. Проблема была в том, что для больших плоских поверхностей нужна ткань с максимально стабильным и мелким плетением, либо дополнительный внешний отделочный слой. Пришлось переделывать, неся убытки. Урок: ?красивый узор? не всегда означает ?технологичный материал? для конкретной геометрии.
Взгляд в будущее: ткань — это только начало
Сейчас все больше говорят о препрегах — тканях, уже пропитанных смолой. Это, безусловно, следующий шаг, который дает еще больший контроль над качеством ламината. Но и там основа — все та же углепластиковая ткань. Без понимания ее природы даже с препрегом можно наделать ошибок. Также развиваются технологии 3D-ткачества, создания сложных объемных структур сразу на станке. Это уже следующий уровень, который стирает грань между ?тканью? и ?заготовкой?.
Но в основе всего по-прежнему лежит умение инженера и технолога выбрать правильный материал из того, что есть на рынке, и адаптировать процесс под его особенности. Будь то ткань от гиганта вроде Toray или от такого специализированного производителя, как ООО Цихэ Хайсинда Композит. Важно не слепо следовать каталогу, а понимать, как поведет себя этот конкретный рулон в твоих конкретных условиях: в твоей форме, с твоей смолой, под твоим вакуумным насосом.
В итоге, работа с углепластиковой тканью — это ремесло, помноженное на науку. Здесь нет мелочей. От того, как ты ее хранишь на складе (вертикально, а не горизонтально, чтобы не деформировалась), до того, как режешь и укладываешь. Это непаханное поле для оптимизации и, увы, для ошибок. Но когда все сходится — выбор, подготовка, пропитка, — получается изделие, которое оправдывает все хлопоты. Легкое, прочное, современное. И оно начинается вот с этого неприметного рулона черной ткани.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Углепластиковая труба с сатиновым переплетением
Углепластиковая труба с сатиновым переплетением -
 Тонкая углепластиковая плита
Тонкая углепластиковая плита -
 Удочки
Удочки -
 Одно-/двухвыходной выхлопной наконечник
Одно-/двухвыходной выхлопной наконечник -
 Выхлопной наконечник с декоративным узором
Выхлопной наконечник с декоративным узором -
 Глянцевая углепластиковая круглая труба
Глянцевая углепластиковая круглая труба -
 Углепластиковая плита с саржевым переплетением
Углепластиковая плита с саржевым переплетением -
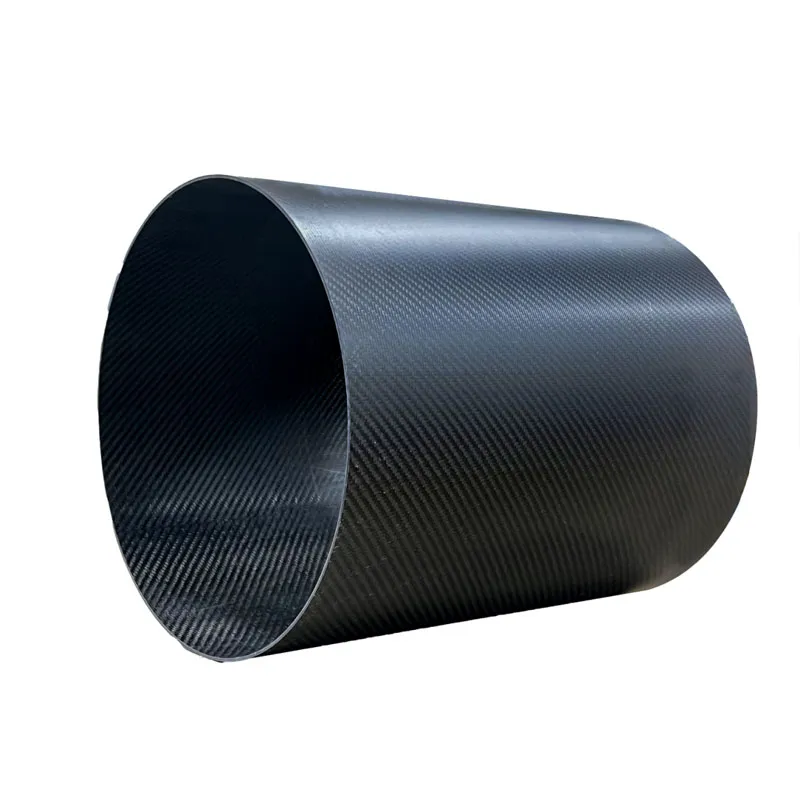 Углепластиковые круглые трубы разного диаметра
Углепластиковые круглые трубы разного диаметра -
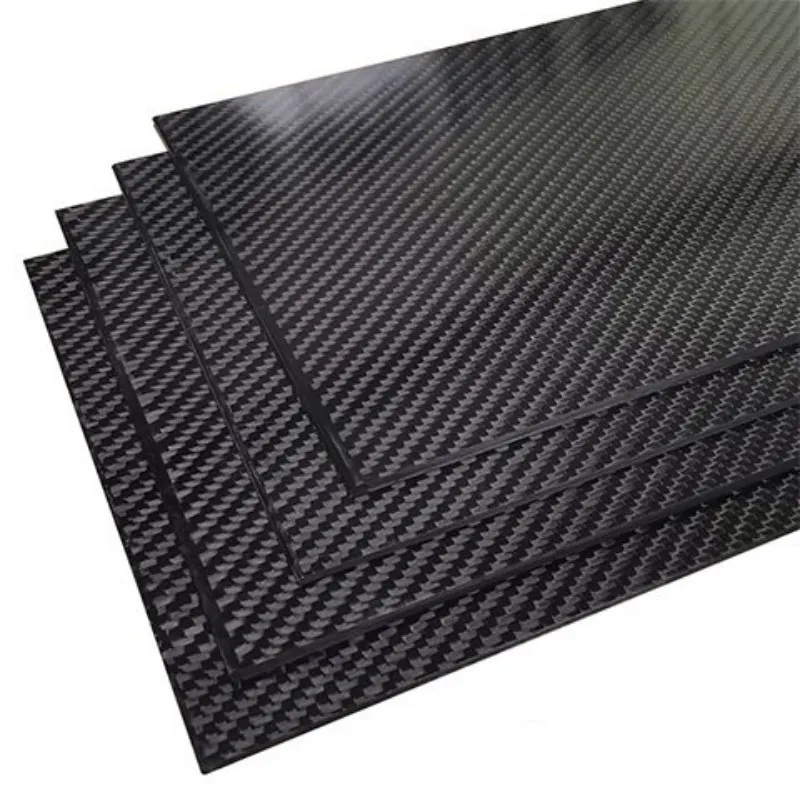 Полутолстая углепластиковая плита
Полутолстая углепластиковая плита -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Углепластиковая ткань с сатиновым переплетением
Углепластиковая ткань с сатиновым переплетением -
 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением



