

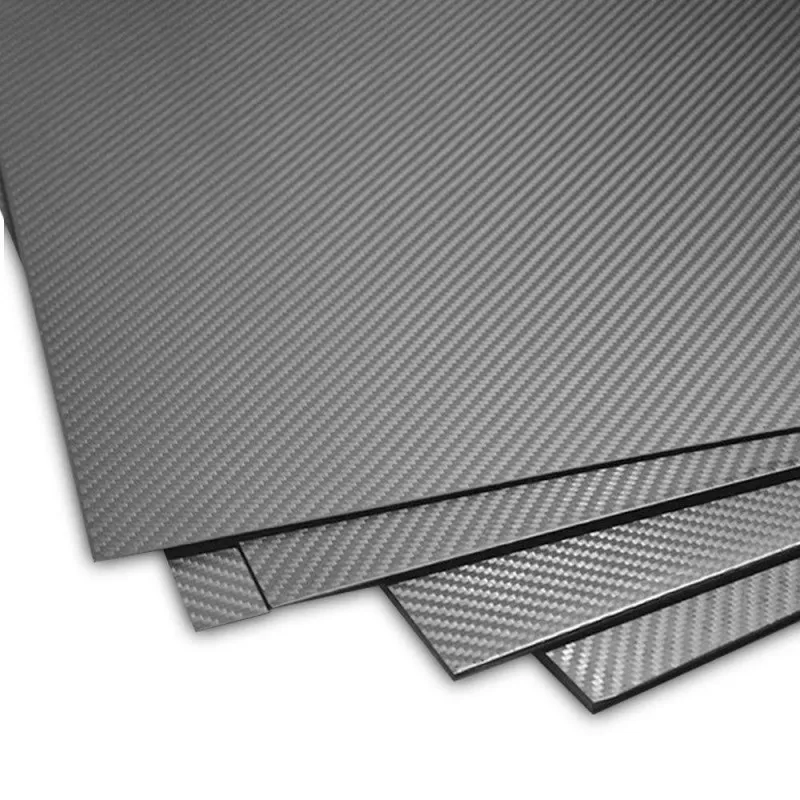
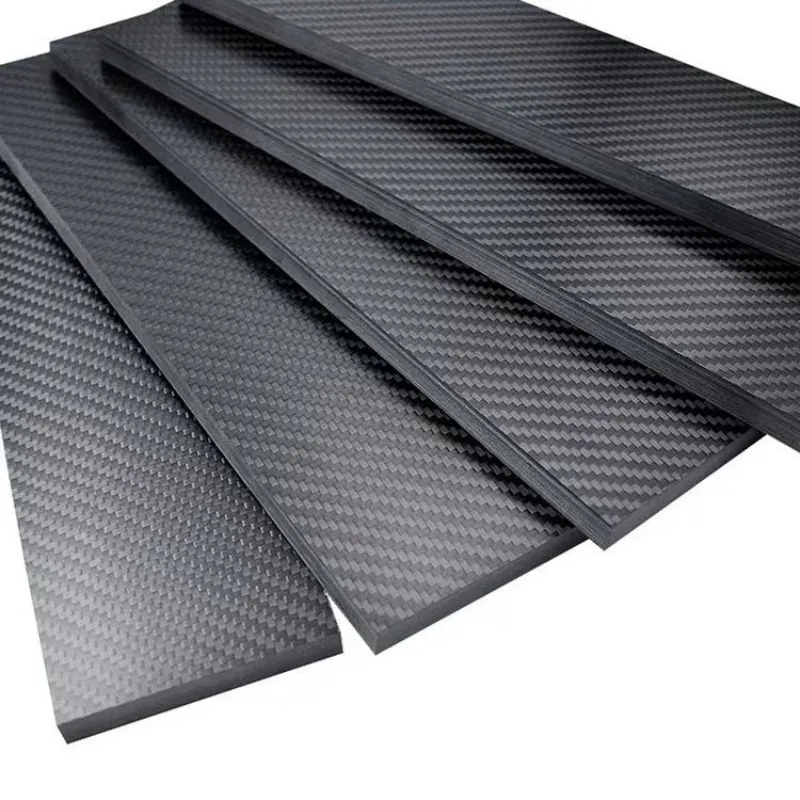
Углепластиковая плита с саржевым переплетением
Когда слышишь ?углепластиковая плита с саржевым переплетением?, многие сразу представляют что-то суперсовременное и идеальное. Но на практике, между спецификацией на бумаге и реальной деталью в руках — пропасть. Саржевое переплетение 2/2 — это не просто ?круче? полотняного, это другой баланс. Да, драпируемость лучше, и для сложных поверхностей часто незаменимо. Но вот этот самый ?баланс? — в нем и кроются все подводные камни. Мне, например, долго казалось, что главное — это прочность на разрыв из даташита. Пока не столкнулся с проблемой расслоения под динамической нагрузкой в узле крепления. Оказалось, что при том же весе и толщине поведение материала под нагрузкой, особенно на сдвиг, может сильно отличаться в зависимости от качества пропитки и точности выдержки угла плетения. Идеальной плиты не бывает, бывает правильно подобранная под задачу.
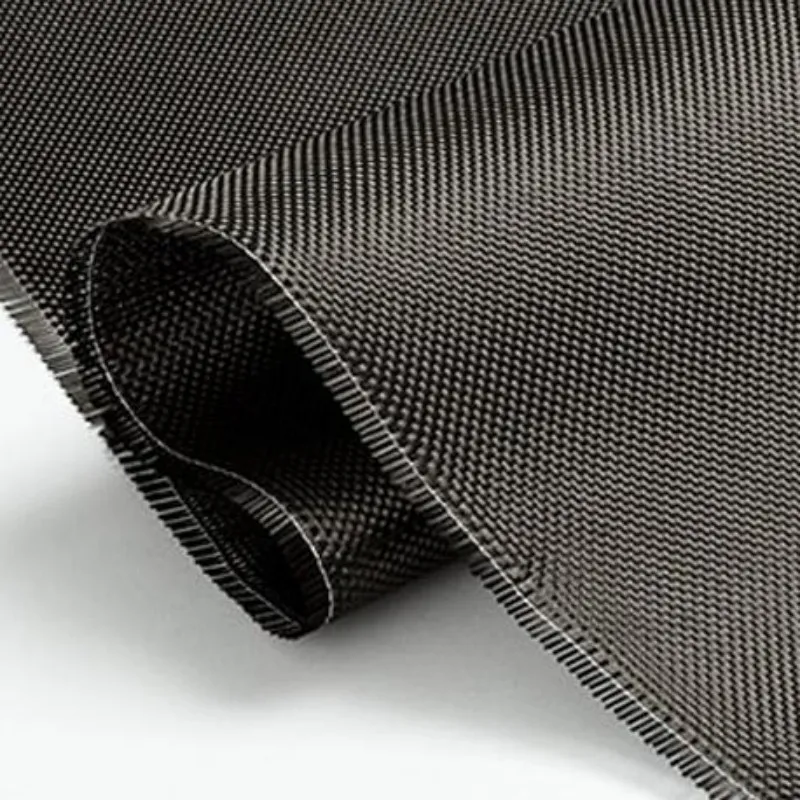
Что на самом деле дает это саржевое переплетение?
Если говорить просто, то полотняное плетение — это как шахматная доска, каждый волоконный жгут проходит сверху-снизу через соседний. Жестко, стабильно, но и довольно хрупко на излом. Саржевое переплетение же, особенно 2/2, где уток проходит над двумя и под двумя нитями основы, создает характерный диагональный рубчик. Эта структура дает материалу чуть больше ?податливости?. Не эластичности, нет, а именно способности лучше распределять напряжение без образования резких зон концентрации. Это критично, когда деталь имеет двойную кривизну или работает в условиях вибрации.
Но здесь первый нюанс: эта же ?податливость? может сыграть злую шутку, если переусердствовать с температурой при постобработке или если матрица для прессования рассчитана плохо. Видел случаи, когда на готовой плите проявлялся едва заметный ?винт? — следствие неравномерной усадки из-за того, что переплетение в разных углах заготовки вело себя чуть по-разному при отверждении. Это не брак, это особенность, которую нужно заранее компенсировать технологией.
И еще по поводу прочностных характеристик. В спецификациях часто гордо указывают значения для ?базового? ламината. Но в реальном изделии все упирается в качество пропитки (смолы) и интерфейс ?волокно-матрица?. Можно взять великолепное японское волокно Toray, но использовать посредственную эпоксидную систему или нарушить вакуумный цикл — и все преимущества саржи сойдут на нет. Материал будет выглядеть отлично, но по внутренним связям — слабым звеном.
Практические ловушки при работе с плитой
Одна из самых частых проблем, с которой сталкиваешься на производстве — обработка кромок. Углепластиковая плита с саржевым плетением имеет склонность к ?осыпанию? и образованию бахромы при механической резке. Фреза должна быть острой, с определенным углом заточки и подача — минимальной. Обычные алмазные диски для гранита или стеклопластика здесь не всегда подходят. Приходилось методом проб, часто дорогих, подбирать режимы. Лучший результат для чистовой обработки кромки давала низкооборотная резка с водяным охлаждением.
Второй момент — сверление отверстий. Казалось бы, что тут сложного? Но если сверлить ?как сталь?, получишь сколы на обратной стороне и расслоение по диагонали рубчика. Нужно использовать подкладной материал, специальные геометрии сверл (например, с углом заточки 60-70 градусов) и опять же, жестко контролировать обороты и подачу. Иногда для ответственных креплений мы вообще отказывались от сверления в готовой плите, а закладывали металлические или композитные втулки на этапе формования.
И конечно, контроль качества. Визуально саржевое переплетение может скрыть мелкие дефекты, например, неравномерность пропитки или воздушные включения. Поэтому обязателен ультразвуковой контроль или термография, особенно для силовых элементов. Помню историю с партией плит для телескопических штанг — внешне все было безупречно, но на сканере проявились локальные зоны с пониженной плотностью. Причина — колебания температуры в печи при отверждении. Пришлось всю партию пустить на менее ответственные детали.
Кейс: от спецификации до неудачи и обратно
Был у нас проект — защитные панели для подвижного состава. Техзадание требовало: малый вес, ударная вязкость, стойкость к вибрации и перепадам температур. Идеально подходила концепция углепластиковой плиты с саржевым переплетением. Рассчитали, заказали у одного проверенного поставщика материал на основе эпоксидной смолы с повышенной ударной вязкостью. Лабораторные испытания образцов — все показатели выше требуемых.
Сделали опытную партию панелей, установили. Через три месяца пришел звонок: на нескольких панелях появились микротрещины, идущие именно по диагонали рисунка плетения. Начали разбираться. Оказалось, что в спецификации не учли один фактор — постоянное воздействие антиобледенительного реагента, который капал с крыши вагона. Химическая стойкость базовой эпоксидной системы к этому конкретному составу оказалась недостаточной. Смола немного ?старела?, теряла пластификаторы, и материал становился хрупким именно в местах концентрации напряжений — на изгибах саржевого узора.
Решение нашли не сразу. Перебрали несколько вариантов смоляных систем. В итоге помогло сотрудничество с компанией ООО Цихэ Хайсинда Композит (https://www.qhhxdfhcl.ru). Они как раз специализируются на нестандартных решениях в области композитов. Их техспецы предложили перейти на винилэфирную матрицу с модифицированным отвердителем, которая демонстрировала отличную химстойкость. Важно было и то, что они сами занимаются разработкой и производством, а не просто перепродажей. Их производственная база в Особой промышленной зоне Бяобайсы под Цзинанем позволяет гибко тестировать такие решения. В итоге, после совместных испытаний, получили плиту, которая успешно отслужила уже несколько лет без нареканий. Этот случай хорошо показал, что выбор материала — это не только про ?волокно и плетение?, но и про полное понимание условий эксплуатации.
О выборе поставщика и качестве сырья
Сегодня на рынке много предложений по углепластику. Но когда дело доходит до плиты с саржевым переплетением для инженерных применений, список серьезно сужается. Дело в стабильности. Партия к партии свойства должны повторяться с минимальным допуском. Здесь важно все: и происхождение волокна (тот же Toray, Mitsubishi, Hexcel), и стабильность смолы, и культура производства.
Например, компания ООО Цихэ Хайсинда Композит, о которой упоминал, интересна своим подходом. Основатель — из первых китайских специалистов по углепластикам, что чувствуется в глубине проработки вопросов. Они не просто режут готовый препрег, а могут влиять на процесс, начиная с пропитки. Для нас это было ключевым, когда потребовался материал с нестандартным температурным профилем отверждения. Их расположение с хорошей логистикой (рядом с магистралью Цзинфу и недалеко от аэропорта Цзинань) тоже плюс для оперативных поставок прототипов.
Что я всегда проверяю у поставщика, помимо сертификатов? Прошу предоставить данные о коэффициенте вариации ключевых механических свойств (прочность на изгиб, межслойный сдвиг) по нескольким предыдущим партиям. Смотрю, как они упаковывают материал — качественная сепарация и вакуумная упаковка для препрега обязательны. И обязательно запрашиваю рекомендации по именно моему случаю применения — если техотдел может дать внятный совет по обработке или склейке, это хороший знак.
Вместо заключения: мысль вслух
Работа с композитами, и с углепластиковыми плитами в частности, — это постоянный диалог с материалом. Нельзя просто скачать datasheet и считать дело сделанным. Саржевое переплетение — мощный инструмент в руках инженера, но инструмент с характером. Его преимущества в ударной вязкости и драпируемости оборачиваются повышенным вниманием к технологии обработки и контролю.
Сейчас, глядя на новую деталь, я уже машинально оцениваю не только ее геометрию, но и то, как легли волокна, нет ли малейших искажений рисунка у кромки, которое может говорить о напряжении. Этот опыт не приходит из книг, он набивается шишками, когда партия уходит в брак или, что хуже, выходит из строя в поле.
Поэтому мой главный совет — не бояться тестировать, запрашивать образцы у разных поставщиков вроде ООО Цихэ Хайсинда Композит, проводить свои, пусть и упрощенные, испытания в условиях, максимально приближенных к реальным. И помнить, что идеального материала ?на все случаи? не существует. Есть материал, правильно подобранный и грамотно примененный для конкретной задачи. И в этом поиске — вся суть работы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Глянцевая углепластиковая плита
Глянцевая углепластиковая плита -
 Углепластиковая круглая труба с саржевым переплетением
Углепластиковая круглая труба с саржевым переплетением -
 Глянцевая углепластиковая круглая труба
Глянцевая углепластиковая круглая труба -
 Комплектующие для БПЛА
Комплектующие для БПЛА -
 Выхлопной наконечник с декоративным узором
Выхлопной наконечник с декоративным узором -
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
 Полутолстая углепластиковая плита
Полутолстая углепластиковая плита -
 Толстая углепластиковая плита
Толстая углепластиковая плита -
 Однонаправленный углепластиковый препрег
Однонаправленный углепластиковый препрег -
 Углепластиковая плита с сатиновым переплетением
Углепластиковая плита с сатиновым переплетением -
 Сплошная углепластиковая плита
Сплошная углепластиковая плита -
 Удочки
Удочки



