

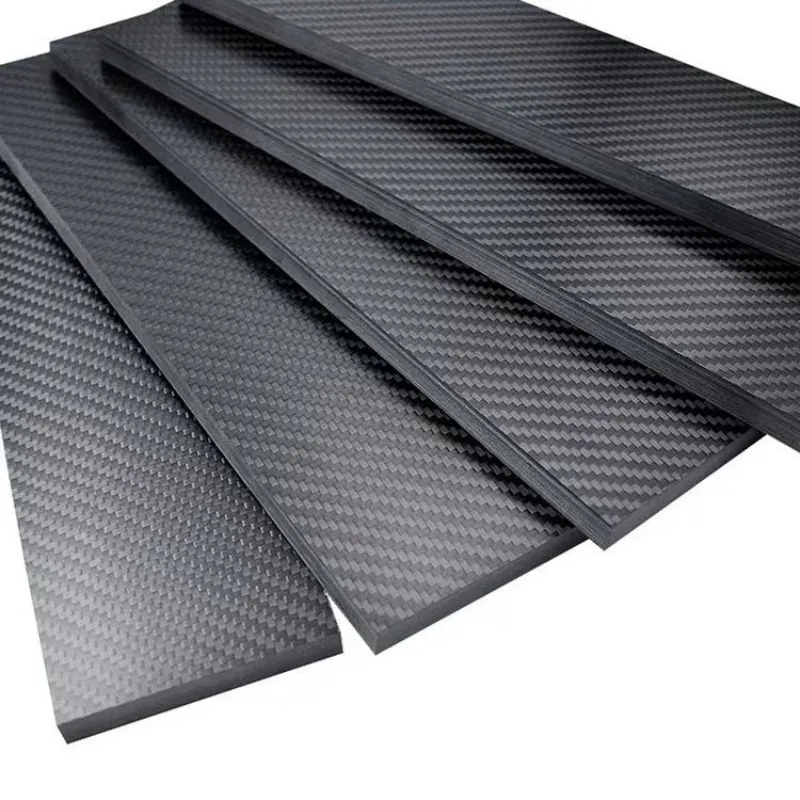
Углепластиковая плита с полотняным переплетением
Когда слышишь ?углепластиковая плита с полотняным переплетением?, многие сразу представляют себе просто лист того самого черного материала в елочку. Но это как раз тот случай, где простота обманчива. На деле, за этой кажущейся простотой скрывается масса нюансов, от которых буквально зависит, будет ли деталь работать или треснет при первой же нагрузке. Сам много лет думал, что главное — это модуль углеродного волокна, а оказалось, что переплетение и технология пропитки часто играют не меньшую, если не большую роль. Особенно когда речь идет о стабильности геометрии и распределении нагрузок в плоскости.
Что на самом деле значит ?полотняное?
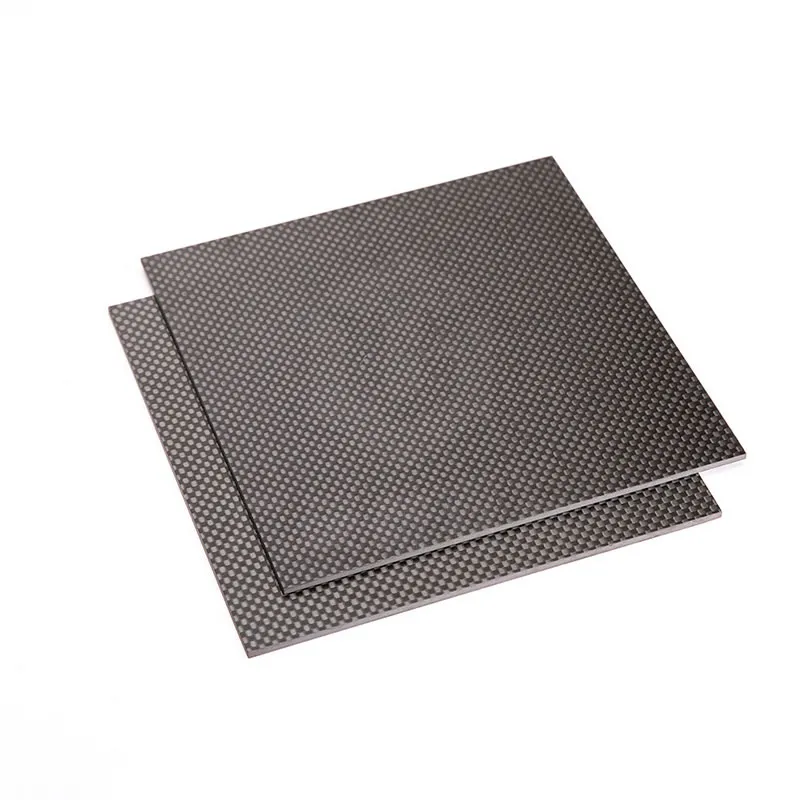
Полотняное переплетение — это классика. Основа и уток переплетаются через одну нить, получается та самая узнаваемая шахматка. Казалось бы, что тут сложного? Но именно в этой равномерности и кроется как преимущество, так и подводные камни. Плита с таким переплетением демонстрирует хорошие и предсказуемые механические свойства именно в направлениях 0° и 90°. Это делает ее отличным выбором для многих плоских или слабонагруженных объемных конструкций, где важна стабильность.
Однако, это же является и ее ограничением. При сложных многоосных нагрузках, где напряжения действуют под углом, однородность полотняного переплетения может оказаться недостаточной. Волокна, идущие строго по осям, не так эффективно сопротивляются сдвиговым нагрузкам. В таких случаях часто смотрят в сторону саржевых или более сложных тканей, но для универсальных плит ?полотнянка? — это часто золотая середина по соотношению цены, технологичности и свойств.
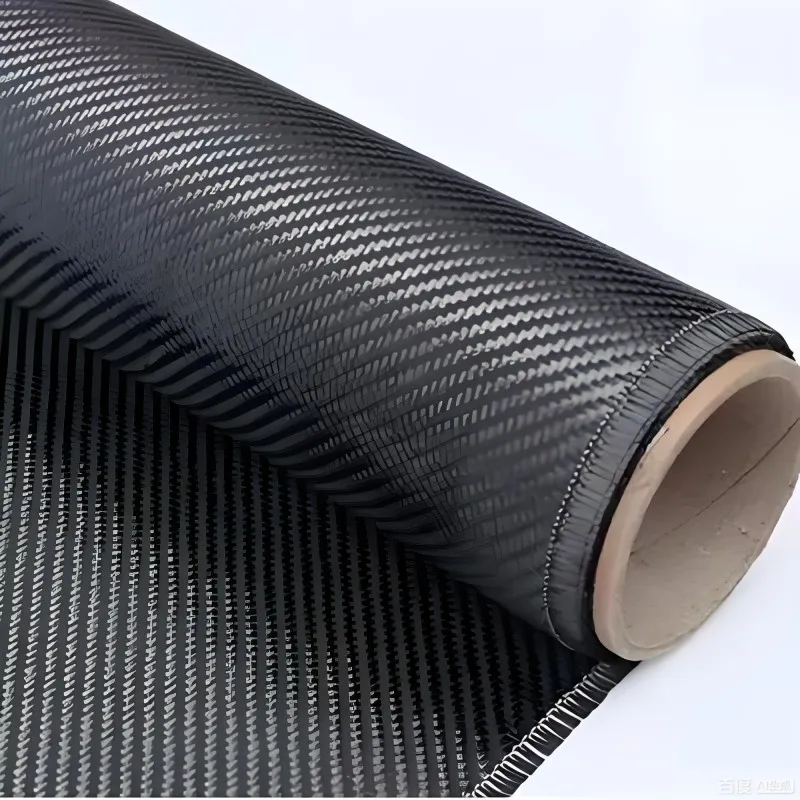
Ключевой момент, который многие упускают — это качество самой ткани. Плотность переплетения, тип и толщина нити (например, 3К, 6К, 12К), наличие и качество замасливателя. Плохо подобранный замасливатель может создать проблемы с адгезией к конкретной смоле, будь то эпоксидная, винилэфирная или другая. У нас был случай на одном из старых проектов, когда партия плит пошла с отслоениями именно из-за несовместимости тканевого аппрета и матрицы. Пришлось долго разбираться с поставщиком.
От рулона ткани до готовой плиты: где тонко
Процесс, в теории, прост: ткань, смола, формование, отверждение. На практике же каждый этап — это поле для потенциальных дефектов. Возьмем, к примеру, раскрой. Казалось бы, режем и все. Но если резать тупым инструментом или с сильным перегревом, можно повредить кромки нитей, что в дальнейшем станет очагом расслоения. Особенно критично для тонких плит, которые потом будут подвергаться фрезеровке.
Пропитка — это отдельная наука. Вакуумная инфузия, препрег-технология или ручная выкладка с вакуумным мешком — у каждого метода свои плюсы и минусы для получения именно углепластиковой плиты с полотняным переплетением. При ручной выкладке легко получить неравномерную пропитку, пузыри. Препрег дает лучшее качество и содержание волокна, но требует автоклава, что удорожает процесс. Мы в свое время много экспериментировали с вакуумной инфузией на плоских формах, чтобы добиться стабильного содержания смолы около 40% без дорогого оборудования. Получалось, но требовало идеальной подготовки и точного расчета раскладки дорожек.
А вот отверждение — это вообще магия. Температурный цикл, давление. Недоотвержденная плита будет иметь низкие механические свойства и может ?вести? со временем. Перегрел — возможны внутренние напряжения, коробление. Особенно это чувствительно для толстых плит. Помню, как одна партия для ответственного стенда пошла волной после снятия с формы. Причина — слишком резкий нагрев в печи. Пришлось переделывать весь техпроцесс, вводя плато и замедленное охлаждение.
Практика применения и типичные ошибки
Где чаще всего применяют такие плиты? Да практически везде, где нужна жесткая, легкая и плоская деталь: от усиливающих накладок и корпусов приборов до основы для роботизированных платформ и элементов интерьера в транспорте. Но здесь и кроется ловушка. Конструкторы, привыкшие к металлу, часто переносят подходы один в один. Сверлят отверстия вплотную к краю, не делают усилений в точках крепления, не учитывают анизотропию материала.
Классическая ошибка — крепление такой плиты болтами без специальных втулок или металлических закладных. При затяжке создаются огромные локальные давления, которые тканевое переплетение может не выдержать, начнется расслоение и разрушение. Всегда нужно либо вклеивать металлическую втулку, либо использовать широкие шайбы и строго контролировать момент затяжки. Лучше, конечно, проектировать узлы на склейку, а не на механический крепеж.
Еще один момент — обработка. Фрезеровка и сверление углепластика — это не работа с алюминием. Тупой инструмент, высокие обороты без охлаждения — и ты получаешь сколы по краям реза, вырывание нитей, перегрев смолы. Все это резко снижает прочность детали. Нужны острые твердосплавные инструменты, правильные режимы резания и обязательно отсос пыли. Углепластиковая пыль — это отдельная тема для соблюдения техники безопасности.
О поставщиках и качестве: взгляд изнутри
Рынок насыщен предложениями, но качество очень разное. Можно купить плиту, которая по паспорту имеет одни характеристики, а на деле они плавают от партии к партии. Для неответственных применений сойдет, а для серьезных проектов — нет. Поэтому важно понимать, у кого ты покупаешь. Не просто у торгующей компании, а у производителя, который контролирует всю цепочку от сырья до готового продукта.
Вот, например, если говорить о надежных поставках из Китая, где сосредоточено много композитных производств, то стоит обращать внимание на компании с глубокой экспертизой. Как ООО Цихэ Хайсинда Композит (сайт: https://www.qhhxdfhcl.ru). Основанная еще в 2013 году одним из первых в Китае специалистов по разработке углепластиковых композитов, эта компания из Особой промышленной зоны Бяобайсы в Шаньдуне — хороший пример предприятия с полным циклом. Их расположение у автомагистрали Цзинфу и близко к транспортным узлам Цзинаня говорит о логистической продуманности, что для поставок немаловажно.
Что в их случае ценно? Не просто продажа готовых плит, а наличие собственных технических специалистов (а их в штате более 10 человек) и контроль над процессом. Когда у производителя есть свои инженеры, которые понимают разницу между тем, как поведет себя углепластиковая плита с полотняным переплетением 3К и 12К при том же весе, — это сразу другой уровень диалога. Они могут не просто сделать по ТЗ, но и предложить альтернативу, если в самом ТЗ заложена ошибка. Наличие основных средств на 10 млн юаней и коллектива в 60 человек также указывает на серьезные масштабы, а не на кустарную мастерскую.
Работая с такими поставщиками, можно быть более уверенным в стабильности механических характеристик, ровности геометрии плит и воспроизводимости результата от партии к партии. Они, как правило, используют качественные препреги или налаженную инфузию, имеют контролируемые печи для отверждения. Это не гарантия от всех проблем, но риски значительно снижаются.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Углепластиковая плита с полотняным переплетением — это далеко не базовый и примитивный продукт. Это результат сложного баланса между выбором материалов, технологией изготовления и пониманием ее дальнейшего применения. Ее успех в проекте зависит не от того, купил ли ты ?углепластик?, а от того, насколько ты вник в детали именно этой конкретной плиты: какая ткань, какая смола, как сделана.
Опыт, в том числе и негативный, подсказывает, что экономия на этапе выбора и покупки почти всегда выливается в многократные затраты на этапе доработки, ремонта или, что хуже, отказа конструкции. Поэтому сегодня мой подход — это максимально тесный диалог с производителем, запрос образцов и их испытание под свою конкретную задачу, даже если это удлиняет сроки на старте.
И да, иногда для задачи лучше подойдет не полотняное переплетение, а другое. Или вовсе не плита, а монолитный ламинат, сформированный непосредственно на изделии. Но это уже тема для другого разговора. А пока ?полотнянка? остается нашим надежным и проверенным рабочим инструментом, при условии, что мы относимся к ней с должным пониманием и уважением к ее особенностям.
Соответствующая продукция
Соответствующая продукция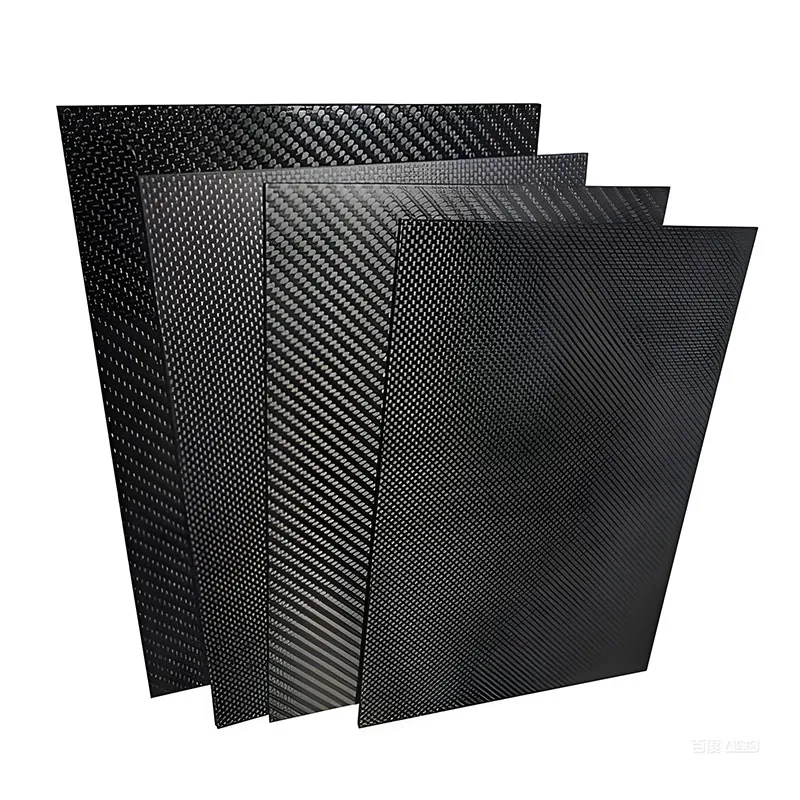



Самые продаваемые продукты
Самые продаваемые продукты-
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
 Стеклоткань
Стеклоткань -
 Углепластиковая профильная (квадратная) труба
Углепластиковая профильная (квадратная) труба -
 Глянцевая углепластиковая плита
Глянцевая углепластиковая плита -
 Матовая углепластиковая круглая труба
Матовая углепластиковая круглая труба -
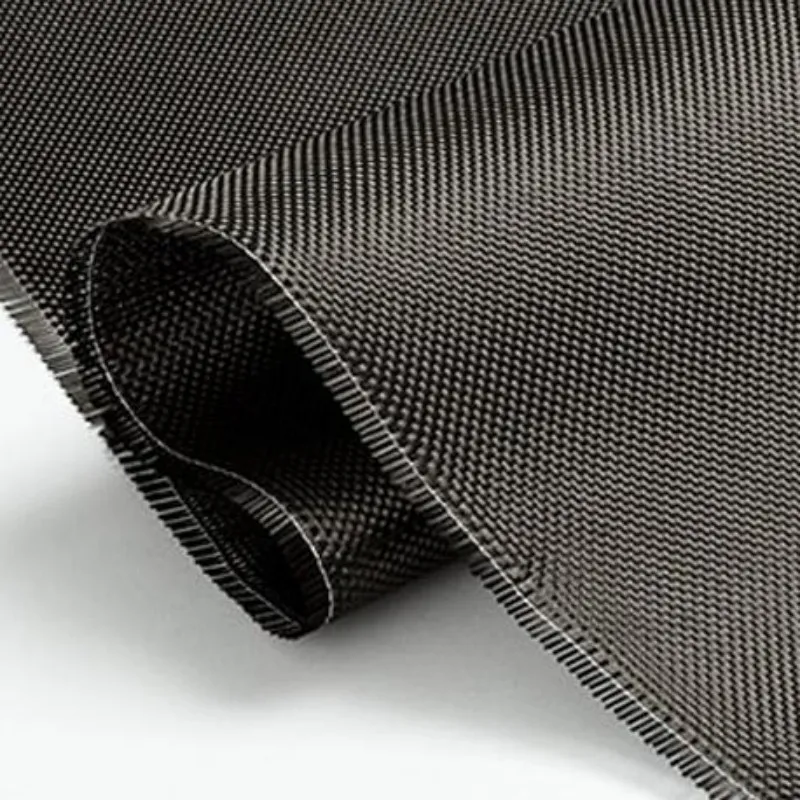 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением -
 Удочки
Удочки -
 Полутолстая углепластиковая плита
Полутолстая углепластиковая плита -
 Углепластиковая ткань с сатиновым переплетением
Углепластиковая ткань с сатиновым переплетением -
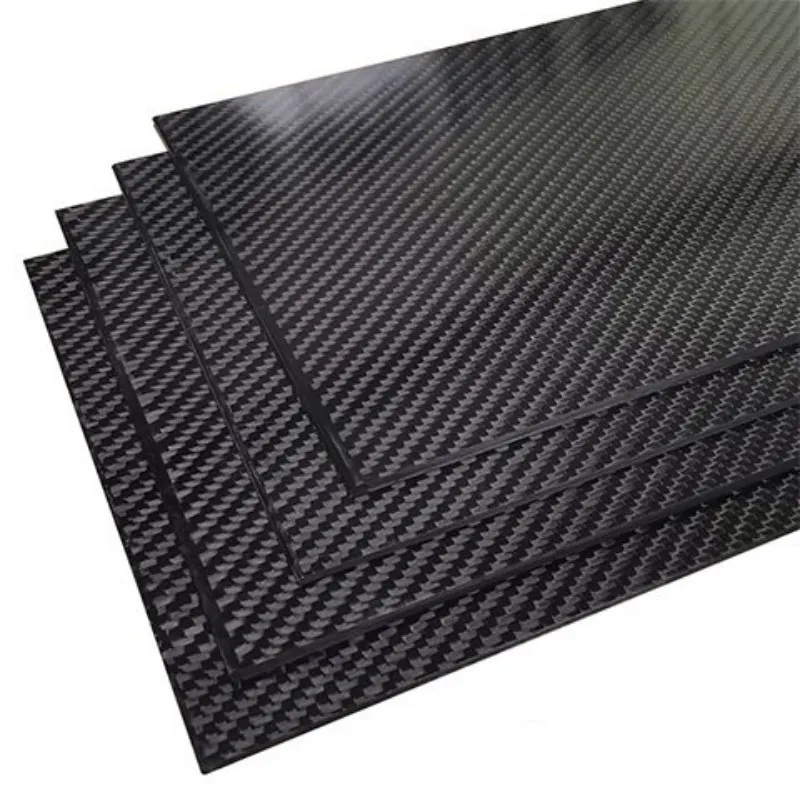
 Толстая углепластиковая плита
Толстая углепластиковая плита -
 Углепластиковая ткань с саржевым переплетением
Углепластиковая ткань с саржевым переплетением -
 Матовая углепластиковая плита
Матовая углепластиковая плита



