

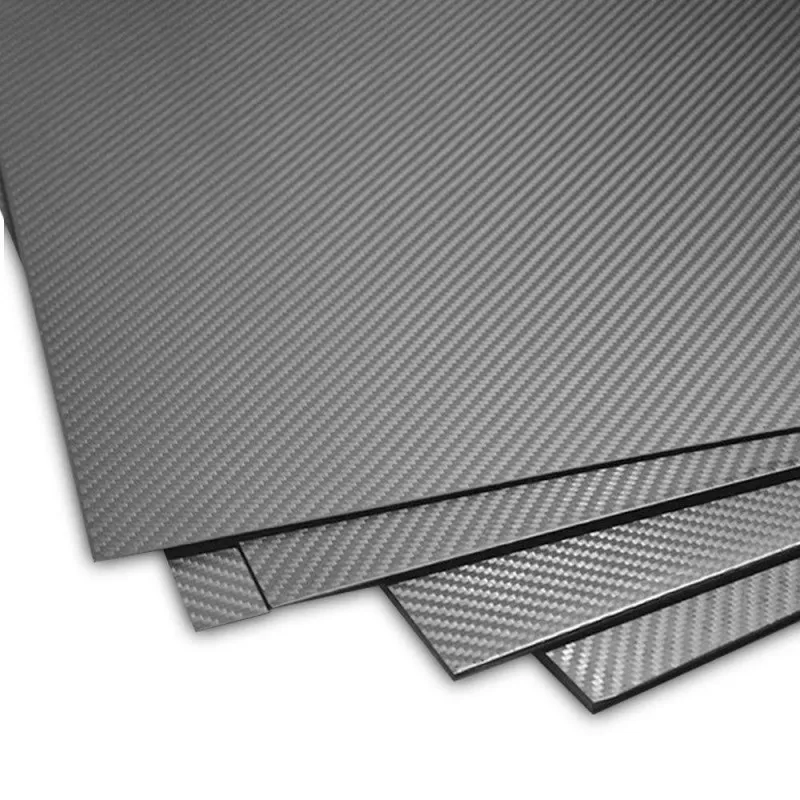
Тонкая углепластиковая плита
Когда говорят ?тонкая углепластиковая плита?, многие представляют себе просто легкий и прочный лист. Но на практике разница между ?просто листом? и инженерным компонентом колоссальна. Частая ошибка — считать, что главное — это малая толщина, скажем, 0.5 мм или 1 мм. На деле же ключевыми становятся вопросы консистенции свойств по всей площади, стабильности геометрии и, что самое важное, — адгезии слоев в готовом ламинате. Бывало, получаешь от поставщика идеально ровный лист, а при формовании в сложную деталь он начинает расслаиваться по углам — и все, брак. Или другая история: плита вроде бы соответствует ТУ по прочности на разрыв, но при вибрационной нагрузке в составе конструкции дает микротрещины из-за неоптимального соотношения смолы и волокна. Вот об этих нюансах, которые не пишут в рекламных каталогах, и хочется порассуждать.
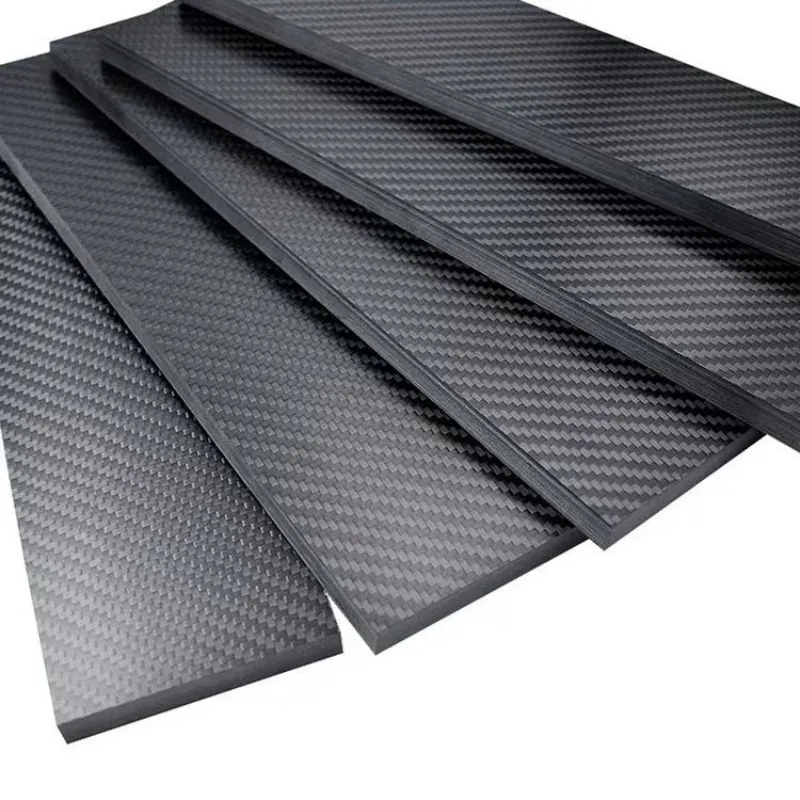
Толщина — это не только цифра на микрометре
Возьмем, к примеру, плиту номиналом 1 мм. Казалось бы, что тут сложного? Но если копнуть, то эта миллиметровая толщина может быть достигнута разными путями. Можно использовать ткань с большим весом — и получить меньше слоев, а значит, меньше межслойных границ, потенциально слабых мест. А можно набрать ту же толщину из большего количества слоев более тонкого препрега. Второй вариант часто дает лучшую drapability (способность к формовке в сложные поверхности), но требует более ювелирного контроля при автоклавной обработке, чтобы не возникло porosity (пористости). Лично сталкивался с ситуацией, когда для обшивки кузова гоночного болида выбрали ?толстый? однослойный вариант из соображений простоты. В итоге на радиусах изгиба пошли складки, материал лег неровно, и пришлось переделывать весь комплект. Урок: тонкость — это не самоцель, а производная от задачи.
Еще один практический момент — краевой эффект. На тонких плитах, особенно вырезанных из больших листов, по кромкам часто наблюдается небольшое расслоение или ?бахрома? из волокон. Это не всегда критично, если кромка потом будет заделана или спрятана в соединение. Но для видимых элементов, тех же панелей интерьера в авиации, такой дефект неприемлем. Приходится либо дорабатывать кромки вручную (что дорого), либо искать поставщика, который гарантирует чистый рез на оборудовании с ЧПУ и водяным охлаждением. Здесь, к слову, хорошо себя показали материалы от ООО Цихэ Хайсинда Композит. У них на сайте qhhxdfhcl.ru можно увидеть, что компания основана в 2013 году одним из первых в Китае специалистов по углепластикам, и это чувствуется в подходе к деталям. Их плиты, которые мы тестировали для макетирования, приходили с очень чистой кромкой, что сэкономило нам время на постобработке.
И да, о толщине. Часто заказчик требует ?как можно тоньше, но прочнее?. Это из разряда ?хочу всё и сразу?. Приходится объяснять, что для достижения определенной жесткости при уменьшении толщины нужно менять архитектуру ламината — вводить сотовый заполнитель, переходить на саржевое плетение вместо полотняного, что ведет к удорожанию. Иногда после таких разговоров выясняется, что исходная задача была не в минимизации толщины, а в минимизации веса при сохранении объема — а это уже немного другая история, где тонкая плита может быть лишь одним из слоев в сэндвиче.
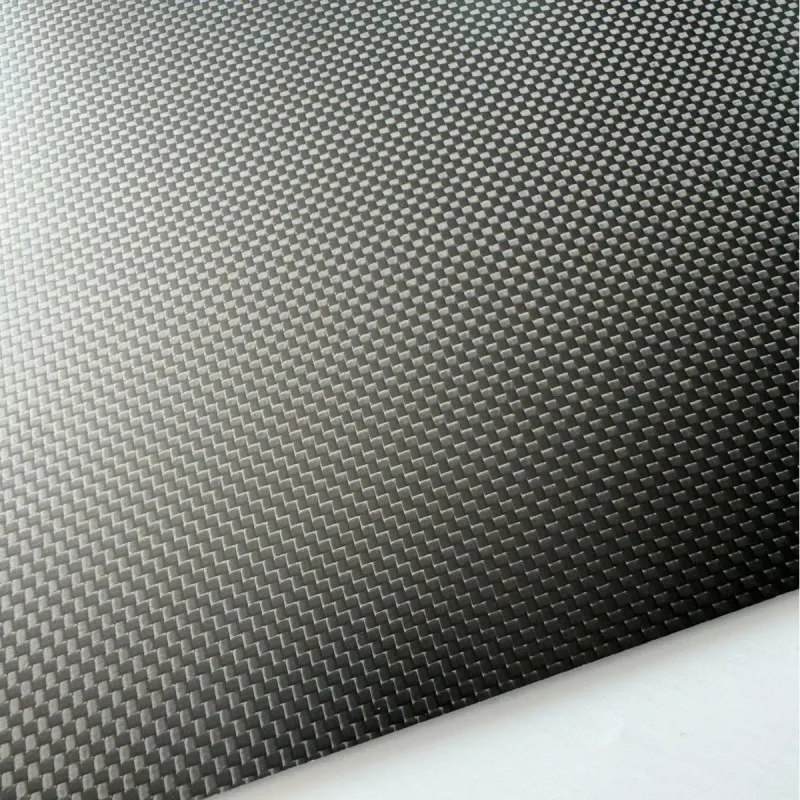
Смола и ее неочевидная роль в ?тонком деле?
Основное внимание всегда на углеволокне, и это правильно. Но в тонких плитах роль полимерной матрицы (смолы) становится особенно капризной. Если в толстых изделиях усадка при полимеризации распределяется в объеме, то в тонком листе она может привести к короблению — знаменитому ?пропеллеру?. Боролись с этим разными способами: и симметричной укладкой слоев, и подбором температурных режимов с медленным нагревом. Один из наиболее удачных опытов был с эпоксидными системами с низкой усадкой. Они, правда, более вязкие и требуют тщательной пропитки, зато геометрия остается стабильной.
Помню проект, где нужна была тонкая (<0.8 мм) токопроводящая плита для экранирования. Добавили в смолу наполнитель — мелкодисперсный никелевый порошок. И получили кошмар: вязкость смолы выросла, пропитать ткань равномерно стало почти невозможно, а из-за агрегации частиц в некоторых местах появились локальные зоны повышенной хрупкости. Плита, проходя испытания на изгиб, ломалась не там, где ожидалось. Пришлось отказываться от наполнителя в матрице и делать медное напыление уже на готовое изделие. Вывод: любая модификация смолы в тонких ламинатах дает непропорционально сильный эффект, и с этим надо быть крайне осторожным.
Кстати, о поставках. Когда нужна не просто тонкая плита, а материал со специфическими свойствами матрицы (например, повышенной термостойкостью или пониженной горючестью), вариантов не так много. В таких случаях мы иногда обращались к техническим специалистам ООО Цихэ Хайсинда Композит. Судя по информации на их сайте, в штате более 10 инженеров, и они действительно могут вникнуть в задачу, а не просто продать стандартный лист из склада. Их расположение в Особой промышленной зоне Бяобайсы, в получасе от Цзинаня с его транспортной развязкой, видимо, тоже дисциплинирует — логистика четкая, что для срочных опытных образцов важно.
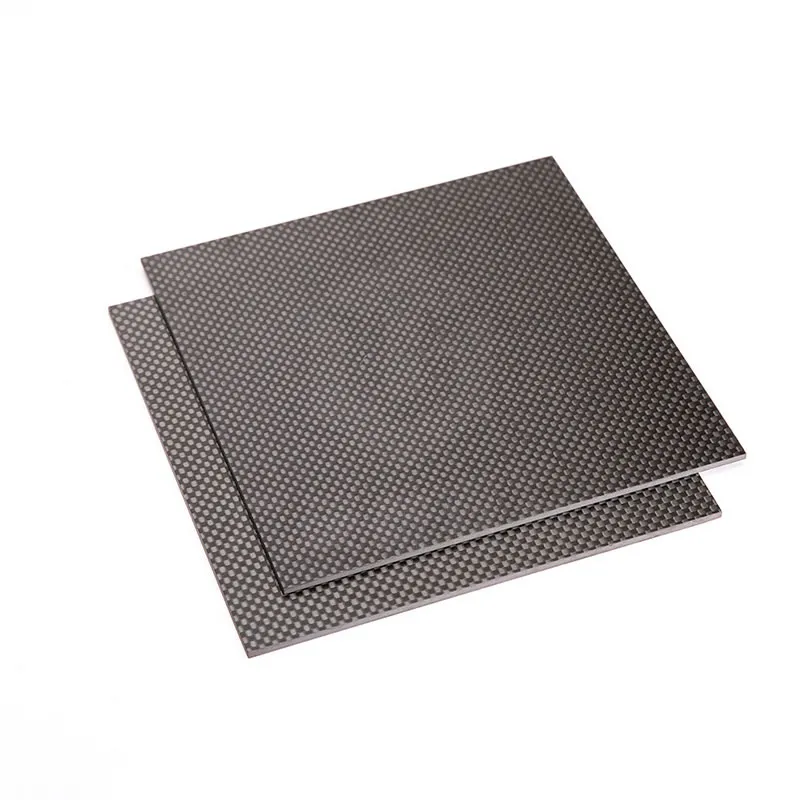
Контроль качества: где искать несовершенства
Приемка тонких углепластиковых плит — это отдельный ритуал. Визуально — на просвет. Ищешь затемнения, которые могут указывать на сухие участки (непропитанное волокно), или, наоборот, более светлые пятна — скопления смолы. Потом рукой — на ощупь едва уловимая рябь или локальное утолщение уже говорит о проблемах в процессе препрегирования или укладки. Но самый коварный дефект — это внутренний. Ультразвуковой дефектоскоп — наш лучший друг. Были случаи, когда идеальная с виду плита ?звенела? пустотами где-то в середине. Причина — часто в вакуумной инфузии, если речь о неметодном способе изготовления: где-то подтек, где-то нарушилась герметичность мешка.
Один из практических лайфхаков для быстрой проверки — тест на изгиб обрезка. Не по ГОСТу, конечно, а так, по-цеховому. Берешь небольшой кусок, зажимаешь в тисках и отгибаешь. Важно не предел прочности смотреть (для этого есть лаборатория), а характер разрушения. Если расслоение идет ровно между слоями — возможно, плохая адгезия из-за загрязнения или некондиционного связующего. Если волокна рвутся неравномерно — проблемы с пропиткой. Этот простой тест не раз спасал от запуска в производство партии с скрытым браком.
И здесь снова вспоминается про опыт поставщиков. Когда компания, такая как ООО Цихэ Хайсинда Композит, указывает, что ее основатель — специалист-практик с многолетним стажем, это косвенно намекает на то, что на производстве могут понимать эти подводные камни. Не просто штамповать листы, а видеть в них будущую деталь, которая должна работать под нагрузкой. Для нас, как для потребителей, такая история происхождения компании иногда важнее красивых цифр в рекламном буклете.
Области применения: где тонкость — критичный параметр
Чаще всего запросы на тонкие плиты идут из двух сфер: аэрокосмической (интерьерные панели, обшивки, перегородки) и высокотехнологичного спортивного инвентаря (слои в лыжах, сноубордах, велосипедных рамах). Но есть и менее очевидные ниши. Например, реставрация. Требуется усилить ветхую деревянную конструкцию (ту же иконную доску), не добавив веса и объема. Тонкая углепластиковая плита, приклеенная с тыльной стороны, становится идеальным решением. Или медицинские ортезы — там нужна и легкость, и способность точно повторять анатомическую форму, что требует хорошей формуемости тонкого препрега.
Лично участвовал в проекте по созданию легких щитов для исторической реконструкции. Задача: максимальная прочность на удар при толщине не более 2 мм в сумме с покрытием. Использовали тонкую плиту как силовой слой, комбинируя ее с арамидом. Получилось отлично, но столкнулись с проблемой крепления — стандартные заклепки для тонкого композита не подходили, пришлось разрабатывать адгезивное соединение с армирующими накладками. Это к тому, что применение тонкой плиты почти всегда влечет за собой пересмотр всей сопутствующей технологии соединения и монтажа.
Для таких нестандартных задач, опять же, полезно иметь поставщика, который способен на диалог. Если взять данные с сайта qhhxdfhcl.ru, то видно, что ООО Цихэ Хайсинда Композит располагает основными средствами в 10 млн юаней и целым штатом. Это не гаражное производство, которое сделает только то, что умеет. Скорее всего, они могут адаптировать параметры под конкретный заказ — будь то толщина, тип плетения или смолы. Что, собственно, и требуется от партнера в современном производстве, где все решают нюансы.
Цена вопроса и альтернативы
Тонкий углепластик — удовольствие не из дешевых. И дело не только в стоимости сырья (волокна и смолы), а в сложности технологического процесса, требующего высокой точности. Малейший перекос, перепад температуры в автоклаве — и вся партия может уйти в утиль. Поэтому, когда заказчик спрашивает, почему лист толщиной 1 мм стоит почти как лист 3 мм, приходится объяснять про процент выхода годной продукции и сложность контроля.
Всегда ли нужен именно углепластик? Иногда, для ненагруженных декоративных элементов, с тем же успехом можно применить тонкий стеклопластик — в разы дешевле. Или, если нужна жесткость, но допустим больший вес, — алюминиевый honeycomb с тонкими обшивками. Но когда на кону стоит каждый грамм и каждая десятая миллиметра при сохранении прочности, альтернатив углеводу нет. Это выбор не по принципу ?круто и современно?, а по жесткому техническому заданию.
В заключение скажу, что работа с тонкими углепластиковыми плитами — это постоянный баланс между желанием сделать легче и тоньше и суровой реальностью физики материалов и технологических ограничений. Это не тот продукт, который можно просто купить по каталогу. Это материал для диалога между инженером-конструктором и технологом-производителем. И наличие на рынке поставщиков с глубокой экспертизой, как та же компания из Цихэ, которая с 2013 года развивает именно это направление, делает этот диалог возможным и результативным. Главное — не гнаться за абстрактной ?тонкостью?, а четко понимать, для чего она нужна и как плита будет работать в готовом изделии. Все остальное — уже технологические детали, которые решаемы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Матовая углепластиковая круглая труба
Матовая углепластиковая круглая труба -
 Углепластиковая ткань с сатиновым переплетением
Углепластиковая ткань с сатиновым переплетением -
 Углепластиковая профильная (квадратная) труба
Углепластиковая профильная (квадратная) труба -
 Толстая углепластиковая плита
Толстая углепластиковая плита -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Углепластиковая плита с полотняным переплетением
Углепластиковая плита с полотняным переплетением -
 Матовая углепластиковая плита
Матовая углепластиковая плита -
 Удочки
Удочки -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Углепластиковая ткань с саржевым переплетением
Углепластиковая ткань с саржевым переплетением -
 Комплектующие для БПЛА
Комплектующие для БПЛА -
 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением



