

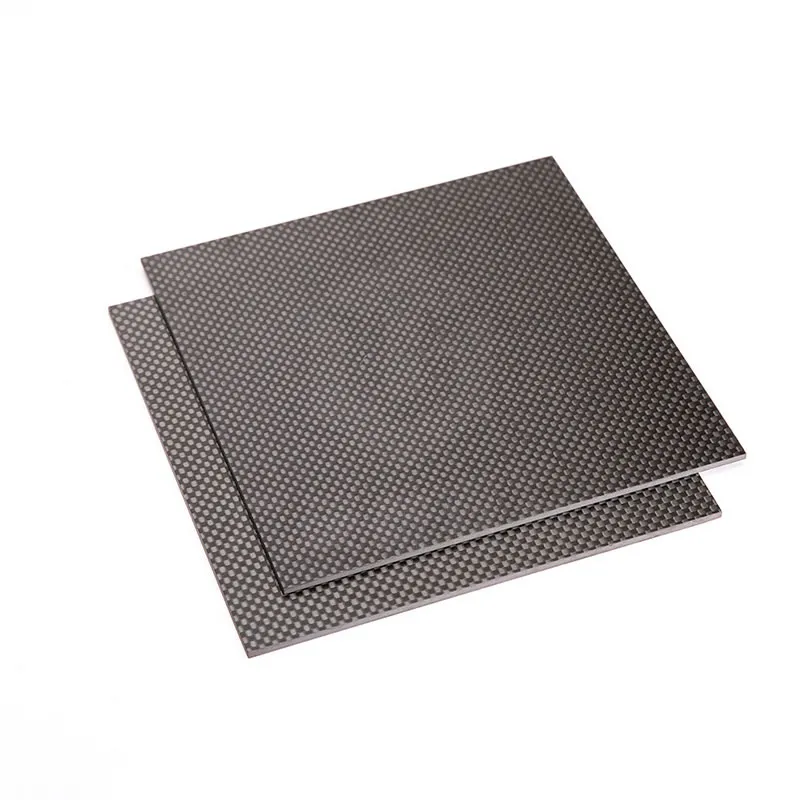
Сплошная углепластиковая плита
Когда говорят 'сплошная углепластиковая плита', многие сразу представляют себе некий универсальный 'лист', чуть ли не аналог фанеры или алюминиевого листа, только из углеродного волокна. Это, пожалуй, самое распространённое и опасное упрощение. На деле, за этим термином скрывается целый класс материалов с радикально разными характеристиками, и ключевое слово здесь — 'сплошная'. Оно подразумевает отсутствие сотового заполнителя, но отнюдь не однородность. Именно эта кажущаяся простота и приводит к ошибкам в подборе и применении.
Что на самом деле означает 'сплошная'
В контексте углепластиков 'сплошность' — это, прежде всего, конструкционный подход. Речь идёт о ламинате, набранном исключительно из слоёв препрега или на основе инфузионных технологий, без использования алюминиевых или полимерных сотовых заполнителей. Но вот плотность укладки, ориентация слоёв, тип связующего — это уже вопросы, которые определяют всё. Часто заказчик просит 'сплошную плиту', имея в виду максимальную жёсткость, но не учитывает, что при той же толщине можно получить ламинат с преобладанием ±45° слоёв, который будет хорошо работать на кручение, но просядет на изгиб. И наоборот.
Наш опыт, в том числе и в кооперации с такими производителями, как ООО Цихэ Хайсинда Композит, показывает, что диалог нужно начинать с условий эксплуатации. Их заводской подход, с акцентом на полный цикл от разработки до производства, как раз позволяет избегать таких подводных камней. Они из тех, кто сначала задаёт десяток вопросов о нагрузках, средах, температурах и способах крепления, а уже потом предлагает решение. Это правильный путь.
Классическая ошибка — пытаться заменить металлическую пластину углепластиковой той же толщины, рассчитывая на пропорциональное снижение веса. Не выйдет. Механика композита иная. Иногда для достижения нужной жёсткости сплошная углепластиковая плита может оказаться даже толще, но при этом всё равно легче. А иногда выясняется, что нужна не монолитная плита, а набор из нескольких более тонких, склеенных в пакет, — это даёт другую картину по усталостной прочности.
Подводные камни в производстве и конструировании
Один из самых критичных моментов — обеспечение стабильности геометрии. При отверждении в автоклаве или даже в печи свободная полимеризация крупноформатной сплошной углепластиковой плиты без симметричного подбора слоёв почти гарантированно приводит к короблению. Мы наступали на эти грабли. Заказали плиту для базовой платформы измерительного стенда, сделали упор на высокий модуль, сэкономили на симметрии укладки. Результат — 'пропеллер' с отклонением в 8 мм на метре длины. Пришлось дорабатывать крепёжные узлы, что свело на нет всю выгоду от облегчения.
Ещё один нюанс — обработка кромок. Фрезеровка углепластика — отдельная наука. Пыль, абразивный износ инструмента, расслоение. Если в конструкции предусмотрены крепёжные отверстия, их лучше закладывать ещё на этапе раскроя и ламинации, впрессовывая армированные втулки. Последующее сверление — всегда риск появления сколов и микротрещин, особенно в 'сплошных' ламинатах с хрупкой матрицей на основе эпоксидных смол.
Здесь, кстати, видна разница в философии поставщиков. Китайские коллеги, такие как ООО Цихэ Хайсинда Композит, часто предлагают комплекс: плита + готовый техпроцесс по её механической обработке. Это логично, учитывая их расположение в транспортном узле и ориентацию на экспорт — продукт должен приехать к заказчику готовым к установке. Для инженера это серьёзный плюс, экономит массу времени на поиск подрядчика для финишных операций.
Кейс: от прототипа к серии
Был у нас проект — силовая панель для мобильного комплекса. Требования: минимальный вес, высокая вибростойкость, плоская поверхность для монтажа оборудования. Первая мысль — сэндвич с алюминиевым сотозаполнителем. Но анализ показал, что точечные нагрузки от креплений 'продавят' сотовую структуру. Остановились на варианте сплошной углепластиковой плиты с локальными зонами усиления в местах установки стоек.
Сделали прототип по своим чертежам. Получилось дорого и долго. Для серии стали искать подрядчика на полный цикл. Рассматривали в том числе предложение от ООО Цихэ Хайсинда Композит. Привлекла их открытая информация о фондах и штате технологов — видно, что это не переупаковщик, а именно производитель. В итоге сотрудничество не сложилось по срокам логистики, но их техническое предложение было одним из самых внятных. Они сразу указали на риск коробления нашей конструкции и предложили альтернативную схему укладки с большим процентом тканых слоёв, что, вероятно, сработало бы лучше.
Этот опыт научил: передавая производство на сторону, нужно предоставлять не только CAD-модель и нагрузку, но и полный техусловия на приёмку, включая методику контроля на отсутствие внутренних дефектов. Для сплошных плит это особенно важно — в сэндвиче дефект часто локален, а в монолитном ламинате расслоение может быть протяжённым и скрытым.
Выбор связующего и его последствия
Часто всё внимание уходит на марку углеродного волокна — Т300, Т700, М40. Но для сплошной углепластиковой плиты матрица не менее важна. Эпоксидная смола — классика, но её температурный диапазон ограничен. Для работы под постоянным нагревом выше 120-130°C уже смотрит в сторону бисмалеимидов или даже фенольных смол. Но тут встаёт вопрос технологичности и стоимости.
Один раз пришлось переделывать партию плит для кожуха, расположенного рядом с выхлопным трактом. Использовали стандартное эпоксидное связующее. В процессе эксплуатации температура оказалась выше расчётной, матрица начала 'желтить' и терять свойства, появился характерный запах. Плита не разрушилась, но её пришлось менять — деградация связующего снизила межслойную прочность.
Сейчас при заказе всегда уточняем не только механические характеристики, но и полный набор данных по матрице: Tg, рабочую температуру, стойкость к влаге, маслам, конкретным химикатам. Производители с глубокой экспертизой, как упомянутая компания из Цихэ, обычно имеют в портфеле несколько вариантов систем смол и готовы провести небольшие испытания на совместимость, если среда нестандартная.
Экономика и логистика: неочевидные затраты
Казалось бы, что сложного — заказал плиту, получил, смонтировал. На практике основная головная боль часто начинается после изготовления. Габариты. Стандартные форматы прессов у производителей ограничены. Если нужна плита 4 на 1.5 метра, это уже может быть нестандарт, что резко бьёт по цене и требует стыковки. А как перевезти такую панель без повреждений? Жёсткая упаковка, специальный транспорт — всё это ложится в стоимость.
В этом плане географическое положение завода-изготовителя играет ключевую роль. Тот факт, что ООО Цихэ Хайсинда Композит находится в получасовой доступности от ключевых транспортных артерий — скоростной магистрали и международного аэропорта, — это не просто строчка в описании компании. Это реальное сокращение логистических рисков и сроков. Для крупноформатных сплошных углепластиковых плит возможность организовать прямую отправку с завода, минуя перегрузочные терминалы, — это минус одна точка, где может что-то пойти не так.
Итоговая цена квадратного метра плиты на столе у заказчика складывается из стоимости материалов, производства, контроля, упаковки и доставки. Иногда дешёвая по прайсу плита оказывается в итоге дороже из-за сложной логистики и необходимости доработки. Поэтому сейчас мы всегда запрашиваем инвойс с разбивкой FCA (Free Carrier) с их завода, чтобы понимать истинную картину.
Вместо заключения: о чём спросить перед заказом
Итак, если нужна сплошная углепластиковая плита, вопросы поставщику должны быть примерно такими. Первое: какая система материалов (волокно/матрица) предлагается под мои условия и есть ли отчёт по испытаниям аналогичного ламината? Второе: как обеспечивается стабильность геометрии и контроль отсутствия внутренних дефектов (используется ли, например, ультразвуковой контроль)? Третье: какие варианты финишной обработки кромок и сверления отверстий включены в стоимость, а какие — опция?
Четвёртое, и очень важное: каков максимальный формат без стыковки и каковы допуски по толщине и плоскостности? И пятое: можете ли вы предоставить типовой паспорт материала или сертификат на партию? Ответы на эти вопросы сразу отделят профильного производителя от торговой фирмы.
Работа с композитами — это всегда поиск компромисса между свойствами, технологичностью и ценой. Сплошная углепластиковая плита — не исключение. Это не панацея и не 'просто лист', а сложный инженерный продукт, успех применения которого закладывается на стадии технического задания и выбора партнёра-изготовителя. Опыт, в том числе и неудачный, показывает, что скупой платит дважды, а подробное ТЗ и открытый диалог с технологами завода экономят нервы, время и бюджет в долгосрочной перспективе.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Углепластиковая ткань с сатиновым переплетением
Углепластиковая ткань с сатиновым переплетением -
 Углепластиковая плита с саржевым переплетением
Углепластиковая плита с саржевым переплетением -
 Одно-/двухвыходной выхлопной наконечник
Одно-/двухвыходной выхлопной наконечник -
 Толстая углепластиковая плита
Толстая углепластиковая плита -
 Углепластиковая ткань с саржевым переплетением
Углепластиковая ткань с саржевым переплетением -
 Матовая углепластиковая плита
Матовая углепластиковая плита -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Тонкая углепластиковая плита
Тонкая углепластиковая плита -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Углепластиковая плита с полотняным переплетением
Углепластиковая плита с полотняным переплетением -
 Сплошная углепластиковая плита
Сплошная углепластиковая плита -
 Глянцевый углепластиковый выхлопной наконечник
Глянцевый углепластиковый выхлопной наконечник



