

Пластина из кованого углеродного волокна
Когда слышишь ?пластина из кованого углеродного волокна?, многие сразу представляют готовый, идеально ровный лист, как алюминиевый или стальной. Вот тут и кроется первый, самый распространённый промах. Ковка — это не про конечную геометрию, это про состояние материала, про уплотнение структуры волокна и матрицы под высоким давлением и температурой. Результат — не обязательно ?лист? в бытовом понимании, а заготовка с уникальным набором свойств: повышенная межслойная прочность, сниженная пористость, другое поведение под нагрузкой. Но и проблем своих хватает.
От препрега до пресса: где теряется контроль
Всё начинается с препрега. Казалось бы, бери углеродное полотно, пропитывай эпоксидной системой — и вперёд. Но для кованой пластины критична однородность пропитки. Малейшие сухие зоны — и в процессе ковки под 50-100 атмосфер и при 120-180°C там пойдёт расслоение. У нас на производстве был случай, когда партия материала от нового поставщика дала красивый внешний вид, но на ультразвуковом контроле после ковки — сетка внутренних дефектов. Пришлось разбираться: оказалось, в смоле был завышен летучих компонентов, которые при нагреве в закрытой форме создавали микропоры.
Сам процесс ковки — это постоянный баланс. Давление нужно давать не сразу, а по определённому температурному профилю, чтобы смола успела перейти в вязко-текучее состояние, но не начала преждевременно гелеобразовываться. Формы, кстати, — отдельная история. Для кованого углеродного волокна часто используют массивные стальные плиты с высокой чистотой поверхности. Но если их перегреть или, наоборот, недогреть на пару десятков градусов, адгезия материала к форме может либо стать чрезмерной (риск отрыва слоёв при извлечении), либо недостаточной (пластина ?поплывёт?).
Постобработка — это то, что часто недооценивают в спецификациях. После извлечения из пресса пластина имеет остаточные напряжения. Если её сразу пустить на механическую обработку — резать, сверлить — велик риск коробления или микротрещин по кромкам. Нужна нормализация, просто полежать в цеху при стабильной температуре сутки-другие. Мы однажды в погоне за сроками пропустили этот этап для партии пластин под ответственные крепления — в итоге после фрезеровки несколько изделий дали недопустимый прогиб. Учились на своих ошибках.
Специфика применения: где это действительно нужно
Не каждый компонент требует кованой пластины. Если у тебя силовые элементы, работающие на сдвиг или сжатие, где критична прочность на отрыв слоёв, — тогда да. Например, кронштейны для крепления высоконагруженного оборудования, вставки в узлах трения, ответственные прокладки. А вот для обшивок или декоративных панелей — переплата и лишняя сложность. Там важнее стабильность геометрии и поверхностное качество, что лучше достигается автоклавным или вакуумным инфузионным методом.
Работали мы как-то над проектом с российской компанией, которая занималась модернизацией промышленного оборудования. Им нужны были износостойкие, но лёгкие направляющие пластины для высокоскоростных перемещений. Сталь не подходила по массе, обычный слоистый углепластик — по износостойкости и сопротивлению смятию. Предложили вариант из пластины кованого углеродного волокна с включением дисперсной керамики в матрицу. Ковка здесь была ключевой, чтобы равномерно распределить добавку и максимально уплотнить поверхностный слой. Результат оказался удачным, но подбор режимов отжига для снятия напряжений после механической обработки занял дополнительное время.
Ещё один нюанс — тестирование. Механические характеристики кованого материала сильно зависят от направления волокон в исходном препреге. Если использовалось однонаправленное полотно, то пластина будет иметь выраженную анизотропию. Протоколы испытаний на растяжение и сдвиг нужно строить с учётом этого. Слепо брать данные из таблиц для ?углепластика? — путь к просчёту.
Поставщики и материалы: доверяй, но проверяй
На рынке не так много игроков, которые глубоко понимают нюансы именно ковки углепластика. Часто предлагают ?аналоги? на основе более дешёвых препрегов или упрощённых циклов. Наша компания, ООО Цихэ Хайсинда Композит, с 2013 года работает в этой сфере, и основатель — один из первых в Китае специалистов по разработке углепластиковых композитов. Это даёт определённое понимание процессов на уровне химии материалов, а не только механики. Географическое положение завода в Особой промышленной зоне Бяобайсы, с отличной логистикой у скоростной магистрали и недалеко от аэропорта Цзинань, — это про оперативность и для нас, и для клиентов.
Но даже при работе с проверенными партнёрами вроде ООО Цихэ Хайсинда Композит (их сайт, кстати, https://www.qhhxdfhcl.ru, полезно посмотреть на их подход к R&D) важен диалог. Нужно чётко формулировать не только итоговые требования по прочности или размерам, но и условия будущей эксплуатации: температурный диапазон, характер нагрузки (статическая, ударная, циклическая), допустимые среды. От этого зависит выбор конкретной смольной системы в препреге. Эпоксидка эпоксидке рознь — есть более хрупкие, но жаропрочные, есть более вязкоупругие для демпфирования вибраций.
Опыт показал, что успех часто зависит от мелочей. Например, от способа раскроя препрега перед укладкой в форму. Ровные края против рваных — разная картина течения смолы при ковке. Или от материала разделительного слоя на форме. Использовали не тот антиадгезив — и получили шероховатую, матовую поверхность на готовой пластине, хотя по ТЗ требовался глянец.
Экономика вопроса: когда игра стоит свеч
Ковка — процесс энергоёмкий и требующий дорогостоящего прессового оборудования. Себестоимость квадратного метра кованой углеродной пластины заметно выше, чем у аналогов, сделанных, скажем, методом вакуумной инфузии. Поэтому оправданность применения нужно считать не по цене материала, а по стоимости жизненного цикла конечного изделия. Если такая пластина позволяет втрое увеличить ресурс узла, избежать частых замен и простоев сложного оборудования — переплата на этапе закупки окупается быстро.
У нас был проект, где рассматривали замену бронзовой втулки в гидроагрегате на композитную. Обычный слоистый углепластик не выдержал бы удельного давления. Кованая пластина, усиленная по схеме укладки в зонах максимальной нагрузки, — справилась. Рассчитали ресурс, сравнили с частотой замены бронзовой детали с учётом простоев — экономия за два года работы перекрыла все затраты на разработку и изготовление.
Но важно не впадать в крайности. Иногда клиенты хотят применить кованый материал ?про запас?, там, где нагрузки этого не требуют. Задача технолога или инженера — объяснить, что избыточная прочность в одной компоненте может привести к перераспределению нагрузок и выходу из строя соседнего, более слабого узла. Конструкция должна работать как система.
Взгляд вперёд: не только эпоксидка и углерод
Сейчас много говорят о термопластичных матрицах (PEEK, PEKK) и гибридных тканях (углерод+арамид, углерод+стекло). Применительно к ковке это открывает новые возможности, но и ставит новые challenges. Например, с термопластами нужны значительно более высокие температуры процесса, что усложняет оснастку и контроль. Зато ты получаешь пластину, которую можно дополнительно формовать нагревом, что интересно для сложных деталей.
Экспериментировали мы с гибридными препрегами для пластин из кованого углеродного волокна, где нужно было совместить высокую жесткость с ударной вязкостью. Добавление арамидных нитей в структуру дало положительный эффект по сопротивлению расслоению при ударе, но потребовало пересмотра режимов ковки — температуры и скорости нагружения, так как материалы по-разному реагировали на нагрев. Получилось не с первого раза, но итоговый материал показал себя отлично в тестах.
В целом, тема пластин из кованого углеволокна — это не точка, а развивающееся направление. Тут нет универсальных рецептов. Каждая новая задача — это немного исследовательская работа: подбор материала, проектирование цикла ковки, валидация результата. И как раз компании с серьёзным техническим бэкграундом, такие как ООО Цихэ Хайсинда Композит с их штатом более 60 сотрудников, включая десяток технических специалистов, оказываются в более выигрышной позиции. Потому что могут не просто продать лист материала, а погрузиться в проблему заказчика и предложить технологическое решение. А это, в конечном счёте, и есть настоящая ценность.
Соответствующая продукция
Соответствующая продукция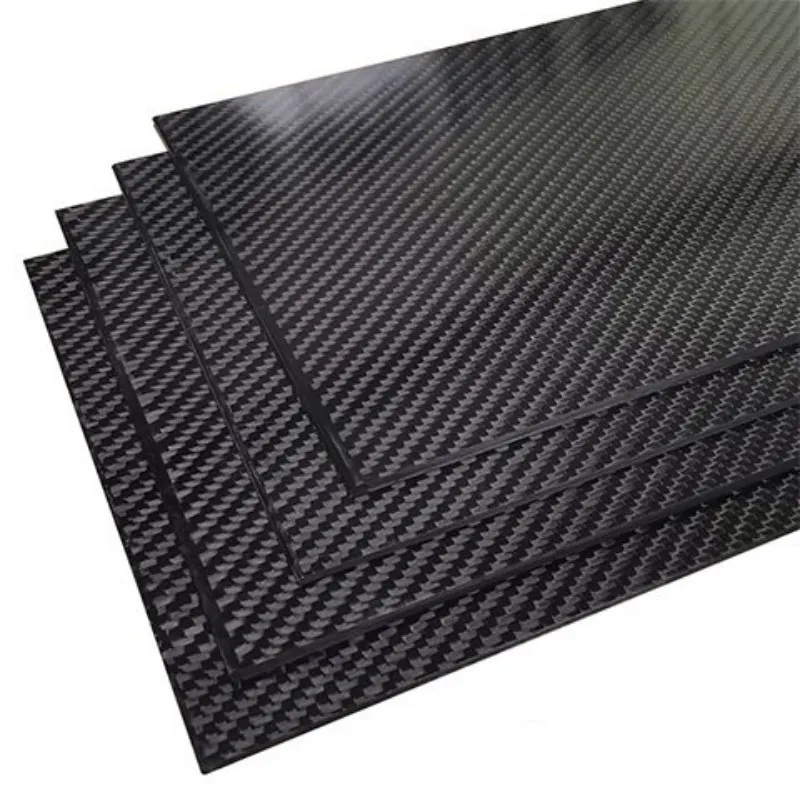


Самые продаваемые продукты
Самые продаваемые продукты-
 Глянцевый углепластиковый выхлопной наконечник
Глянцевый углепластиковый выхлопной наконечник -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Матовая углепластиковая круглая труба
Матовая углепластиковая круглая труба -
 Углепластиковая профильная (квадратная) труба
Углепластиковая профильная (квадратная) труба -
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
 Матовая углепластиковая плита
Матовая углепластиковая плита -
 Углепластиковая круглая труба с полотняным переплетением
Углепластиковая круглая труба с полотняным переплетением -
 Удочки
Удочки -
 Стеклоткань
Стеклоткань -
 Комплектующие для БПЛА
Комплектующие для БПЛА -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Углепластиковая плита с полотняным переплетением
Углепластиковая плита с полотняным переплетением



