

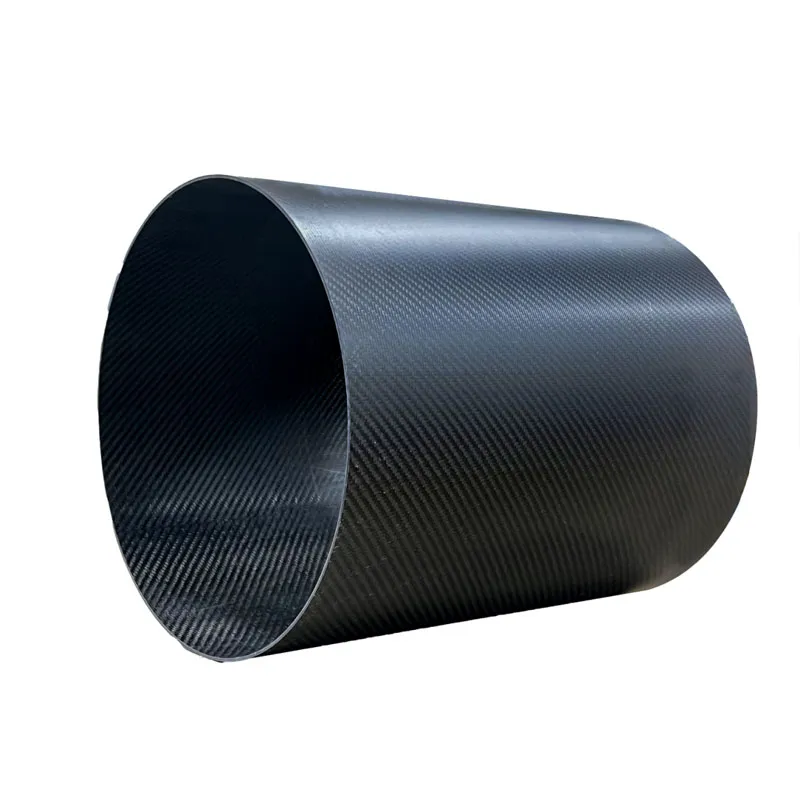
Матовая углепластиковая труба
Когда говорят ?матовая углепластиковая труба?, многие сразу представляют себе просто черную шероховатую поверхность вместо глянца. Но на деле, матовость — это часто следствие, а не главная цель. Основное — это структура и свойства. Часто путают: думают, что матовая поверхность — признак дешевого или некачественного материала, типа плохой пропитки или дешевой смолы. В реальности, матовость может быть сознательным технологическим выбором, например, для снижения бликования в оптических системах или для улучшения адгезии при последующем нанесении покрытий. Но и правда, иногда это действительно косяк — неравномерное распределение связующего, неотполированная пресс-форма или нарушения в температурном режиме отверждения. Вот тут и начинается поле для профессионального разбора.
Что скрывается за матовостью: технологический аспект
Если взять конкретный процесс, то матовость поверхности углепластиковой трубы сильно зависит от материала самой оснастки — матрицы. Работал с трубами, где использовались стальные полированные матрицы — поверхность выходила почти зеркальной. Но когда перешли на композитные матрицы, скажем, из того же стеклопластика, или когда стальную матрицу специально пескоструили для создания микрорельефа — получалась та самая равномерная матовая фактура. Это не дефект, если это контролируемый процесс. Ключевое — равномерность. Неравномерная матовость, пятнами — это уже красный флаг. Могло быть из-за неправильной укладки препрега, локальных перепадов давления при формовании или даже из-за влажности в цеху перед полимеризацией.
Еще один момент — тип связующего и отделочного гелькоута, если он применяется. Некоторые эпоксидные системы по умолчанию дают более матовую поверхность, чем, например, полиэфирные. А если труба без гелькоута, то текстура ткани или углеродной ленты будет проступать явственнее, создавая тот самый ?технологичный? матовый вид. Иногда заказчики именно этого и хотят — чтобы была видна углеродная структура, это как знак качества. Но тут палка о двух концах: открытые волокна на поверхности — потенциальные точки входа для влаги.
Помню случай с партией труб для несущих конструкций малого веса. Заказчик требовал именно матовую поверхность, мотивируя эстетикой и отсутствием бликов. Сделали на композитной матрице. Все прошло приемку. Но через полгода пришел рекламационный случай: в зонах крепления появились микротрещины. Разбирались. Оказалось, что матовая поверхность, полученная нашей технологией, имела несколько повышенную шероховатость, и при монтаже использовались стандартные зажимные хомуты. В микронеровностях создавались точки концентрации напряжения, плюс вибрация сделала свое дело. Пришлось дорабатывать техпроцесс, вводя дополнительную калибровку поверхности после демонтажа с матрицы, почти полировку, но не до блеска, а до определенного Ra. И параллельно рекомендовать заказчику использовать хомуты с мягкими прокладками. Вывод: матовость матовости рознь, и ее параметры надо увязывать с условиями эксплуатации.
Практика выбора и спецификации
Когда пишешь ТЗ на матовая углепластиковая труба, нельзя просто указать ?матовая поверхность?. Нужно количественно определять параметры: шероховатость (Ra, Rz), возможно, коэффициент отражения. Или, как минимум, указать эталонный образец. Сколько раз видел, как в проекте стоит эта строчка, а потом начинаются споры: заказчик показывает одно, производитель сделал другое. Без эталона — это путь к конфликту.
В контексте выбора поставщика, часто смотрю на технологические возможности. Например, если компания заявляет о широком анассортименте методов формования (намотка, пултрузия, вакуумная инфузия), то шансы получить стабильную контролируемую матовость выше. Вот, к примеру, ООО Цихэ Хайсинда Композит (сайт — https://www.qhhxdfhcl.ru). Основатель, как указано, из первых китайских специалистов по углепластикам. Для меня это косвенный признак, что там могут глубоко понимать нюансы. Компания основана в 2013, основные средства 10 млн юаней, штат 60+ человек — масштаб говорит о серьезности, это не кустарная мастерская. Расположение в промзоне Бяобайсы с логистикой у скоростной трассы — это про возможность стабильных поставок и, возможно, про работу с крупными заказами, где стабильность параметров (той же матовости) критична.
Но даже у таких игроков бывают нюансы. Допустим, они делают трубы методом непрерывной намотки. Матовость в таком процессе будет сильно зависеть от чистовой калибровочной дорн-оправки. Если ее поверхность идеальна, труба будет глянцевой. Если ее специально обработать — получим матовую. Вопрос в том, насколько они готовы к кастомизации этого параметра под конкретный заказ и есть ли у них библиотека различных оправок или методы их обработки. В описании компании упомянуто более 10 техспециалистов — это как раз та команда, которая должна решать такие инженерные задачи, а не просто продавать готовый типовой продукт.
Полевые наблюдения и ?грабли?
Работая с конструкциями на открытом воздухе, заметил интересный эффект. Матовая углепластиковая труба быстрее и сильнее визуально загрязняется, чем глянцевая. Пыль, атмосферные осадки оставляют более заметные следы. Для архитектурных элементов это может быть минусом. Но с другой стороны, на матовой поверхности менее заметны мелкие сколы и царапины, которые на глянце бросаются в глаза. Это уже плюс для промышленных или транспортных применений, где мелкие механические воздействия неизбежны.
Был проект с использованием труб в качестве элементов силового каркаса для мобильного комплекса. Требовалась высокая жесткость и матовость для камуфляжа. Выбрали трубы с матовой поверхностью, полученной за счет специальной текстурированной пленки, укладываемой в матрицу перед формованием. Все испытания прошли. Но в первом же полевом выезде в условиях высокой влажности и перепадов температур пленка на нескольких трубах начала отслаиваться по торцам. Оказалось, технология запрессовки края пленки была не до конца отработана, плюс сам материал пленки имел другой коэффициент температурного расширения, чем основная эпоксидная матрица композита. Пришлось срочно искать альтернативу — перешли на метод пескоструйной обработки уже готовых труб. Прочность не пострадала, матовость получилась равномерной, но пришлось заложить увеличение толщины стенки на размер удаляемого при обработке слоя (условно 0.1 мм). Это увеличило вес и стоимость. Вот она, цена инженерного решения.
Еще один практический момент — маркировка. На глянцевую поверхность лазерная маркировка ложится хорошо, читается отлично. На матовой, особенно глубокоматовой, контраст может быть недостаточным. Приходится либо подбирать мощность и режим лазера, либо использовать контрастные краски, что не всегда допустимо по ТЗ. Это та мелочь, о которой часто забывают на этапе проектирования, но которая всплывает при сдаче-приемке.
Вопросы контроля и приемки
Как проверяешь матовость? На глаз, сравнивая с эталоном, при хорошем освещении. Но ?на глаз? — это субъективно. Пытались внедрять портативные глянцемеры, но для цилиндрических поверхностей это не всегда удобно, да и не каждый цех или склад заказчика имеет такое оборудование. Чаще всего в протоколах приемки так и пишут: ?поверхность матовая, равномерная, без бликов, визуально соответствует утвержденному образцу?. И все. Это слабое место.
Более объективный метод — контроль геометрии и плотности. Матовая поверхность, если она не является следствием дефекта, не должна влиять на механические характеристики. Поэтому акцент смещается на ультразвуковой контроль (дефектоскопию) для выявления расслоений, на проверку толщины стенки, ее равномерности. Если труба прошла эти испытания, а матовость визуально устраивает — обычно ее принимают. Но внутреннее ощущение, что нужен более формализованный подход к самому параметру матовости, не покидает.
Интересно, что некоторые западные стандарты для композитных изделий в аэрокосмической отрасли прямо оговаривают диапазоны шероховатости для поверхностей, контактирующих с уплотнениями или клеями. Фактически, они регламентируют ту самую ?матовость? в инженерных терминах. В гражданских и промышленных отраслях с этим пока проще, но тренд на ужесточение контроля, думаю, будет нарастать. Поставщикам, которые хотят работать серьезно, как та же ООО Цихэ Хайсинда Композит, с их штатом техспециалистов, уже стоит задумываться о внедрении таких измерительных практик в процесс ОТК. Это было бы сильным конкурентным преимуществом при работе с требовательными клиентами.
Резюмируя разрозненные мысли
Итак, матовая углепластиковая труба — это не просто эстетика. Это комплексный параметр, завязанный на технологию изготовления, материалы оснастки, условия отверждения и последующей обработки. Его нельзя рассматривать в отрыве от функции изделия и условий его службы. Слепая погоня за матовостью как самоцель может привести к проблемам, как и игнорирование этого параметра, когда он важен для эксплуатации.
Выбор поставщика в таком случае — это выбор технологического партнера, который способен не только сделать трубу с нужными механическими свойствами, но и понять, воспроизвести и гарантировать нужные параметры поверхности. Наличие солидной технической базы, опыта команды и, что важно, готовности к диалогу и решению нестандартных задач — вот что критично. Описание компании, которая ?с нуля? создавалась специалистом в области разработки углепластиков, как раз намекает на потенциально глубинное понимание этих вопросов, а не просто на торговлю готовой продукцией.
В конечном счете, работа с композитами — это всегда баланс. Баланс между прочностью и весом, стоимостью и качеством, идеальными параметрами и технологической реализуемостью. Матовость поверхности — один из элементов этого баланса. И подход к ней должен быть таким же вдумчивым и инженерным, как и к расчету прочности на кручение или выбору схемы армирования. Просто потому, что в реальной эксплуатации мелочей не бывает.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Стеклоткань
Стеклоткань -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Выхлопной наконечник с декоративным узором
Выхлопной наконечник с декоративным узором -
 Углепластиковая круглая труба с саржевым переплетением
Углепластиковая круглая труба с саржевым переплетением -
 Углепластиковые круглые трубы разного диаметра
Углепластиковые круглые трубы разного диаметра -
 Одно-/двухвыходной выхлопной наконечник
Одно-/двухвыходной выхлопной наконечник -
 Углепластиковая труба с сатиновым переплетением
Углепластиковая труба с сатиновым переплетением -
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
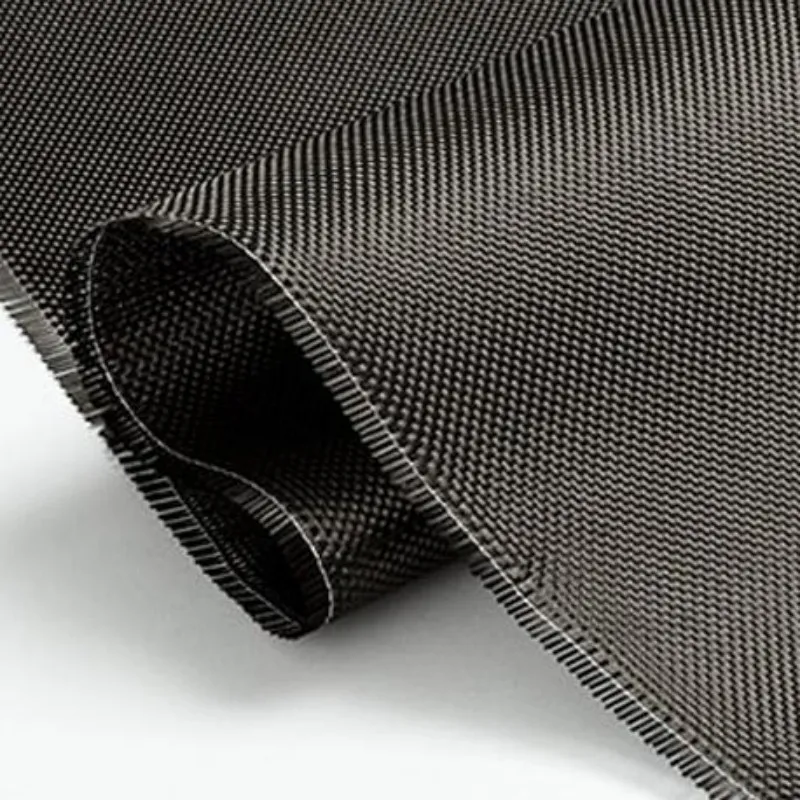 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением -
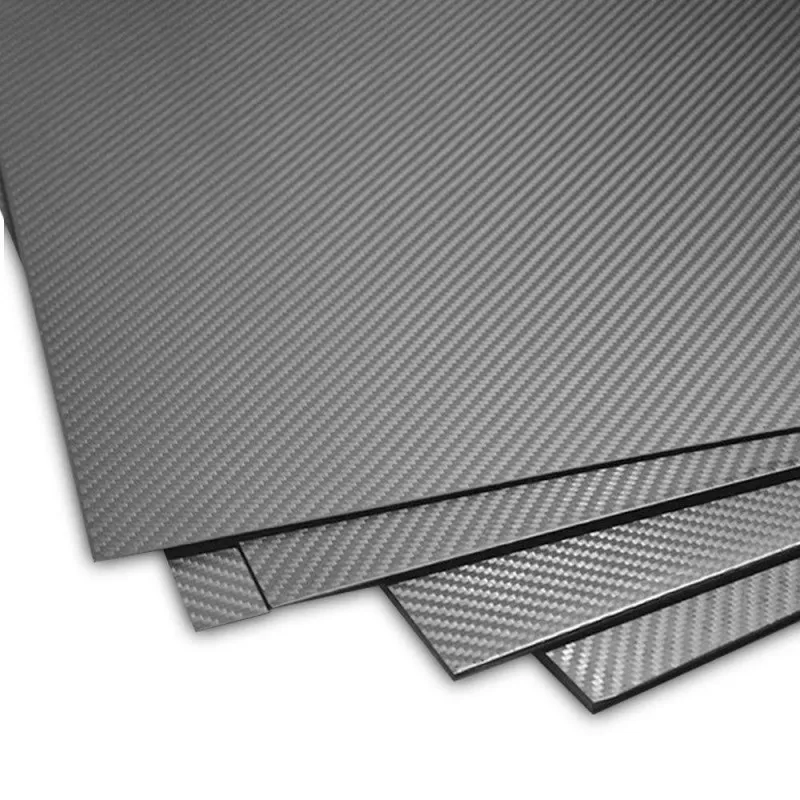 Тонкая углепластиковая плита
Тонкая углепластиковая плита -
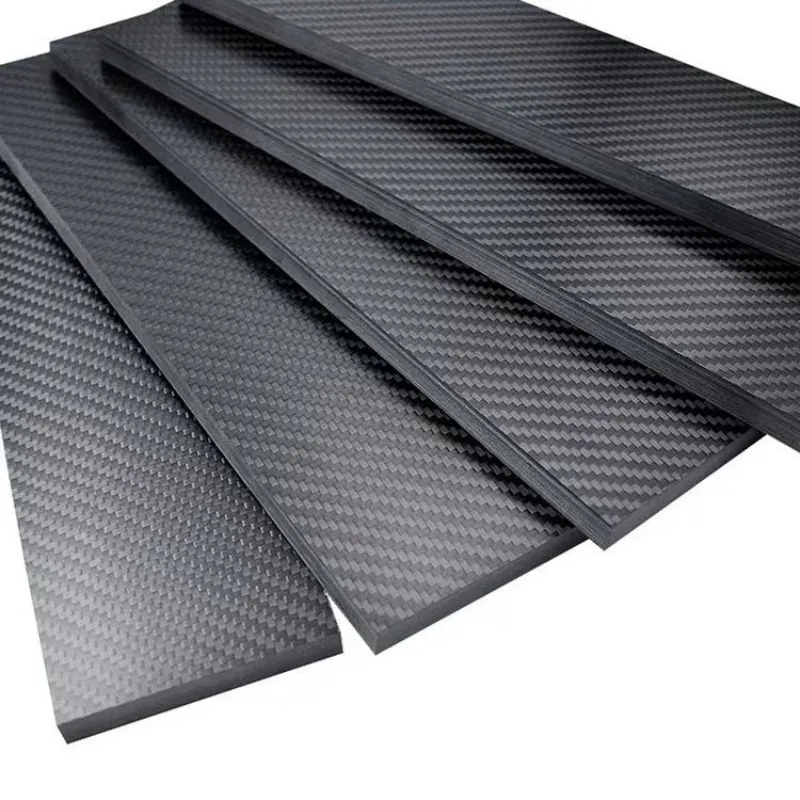 Толстая углепластиковая плита
Толстая углепластиковая плита



