

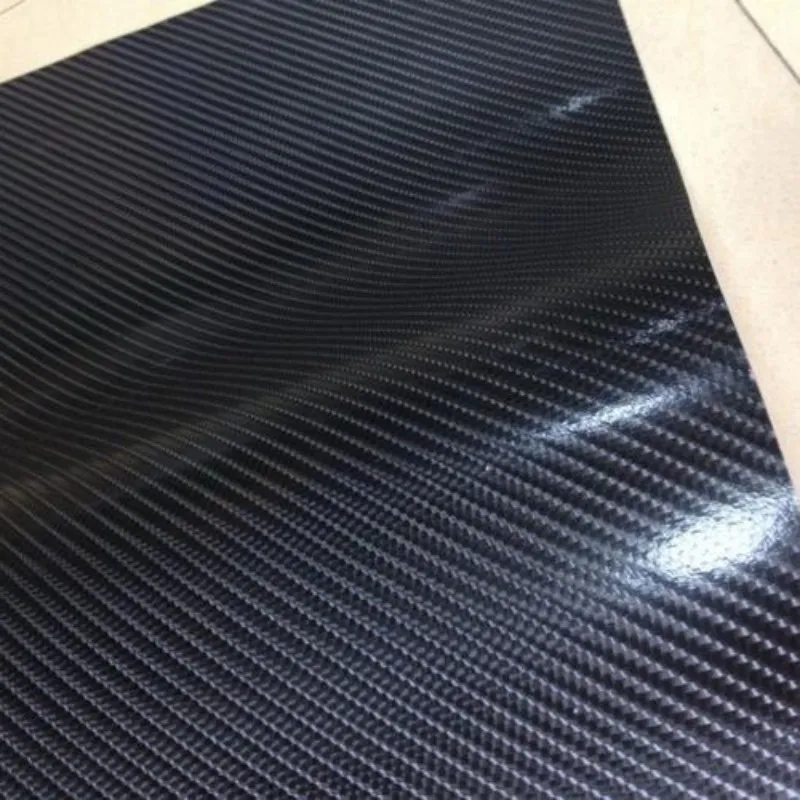
Глянцевая углепластиковая труба
Когда заказчик или проектировщик произносит ?глянцевая углепластиковая труба?, в голове часто возникает образ идеально ровной, блестящей поверхности, почти эстетический объект. Но на практике, на том же химическом заводе или в системе дренажа высокоагрессивных сред, этот самый ?глянец? — не просто декоративная отделка. Это, по сути, показатель качества поверхности, напрямую влияющий на адгезию защитных покрытий (если они нужны), на устойчивость к обрастанию и, что критично, на коррозионную стойкость самого верхнего слоя связующего. Частая ошибка — путать глянец, достигнутый за счёт идеальной полировки готового изделия, и глянец, полученный непосредственно при формовании на оправке с высоким классом чистоты. Второй — технологичнее и надёжнее, но и дороже. Первый может маскировать мелкие дефекты нижележащих слоёв, которые проявятся позже.
Не только блеск: что скрывает поверхность
Взял как-то образец от одного поставщика, не буду называть, труба сразила наповал зеркальным блеском. Но при детальном осмотре под острым углом, при определённом освещении, заметил едва уловимые ?волны? — неравномерность укладки препрега. Лабораторные испытания на стойкость к циклическому замораживанию-оттаиванию в хлоридной среде эти подозрения подтвердили: микротрещины пошли именно по этим невидимым на первый взгляд градиентам. Глянец был, а сплошности слоя — нет. Отсюда вывод: визуальный контроль для таких изделий должен быть почти ювелирным, а акцент в техзадании нужно смещать с ?глянцевой поверхности? на ?ровную, беспористую поверхность с глянцевым финишем, полученным в процессе формования?.
Ключевую роль здесь играет качество оснастки — той самой оправки. Если её поверхность имеет даже минимальные царапины или отклонения от геометрии, они тиражируются на каждое изделие. А полировка углепластика — процесс капризный: можно перегреть матрицу, вызвав термические напряжения. Поэтому надёжные производители, те, кто работает на ответственные объекты, вкладываются в высококлассную металлообработку и регулярный аудит оснастки. Например, знаю, что на производстве ООО Цихэ Хайсинда Композит этому уделяют серьёзное внимание, что логично, учитывая, что основатель компании — из первых китайских специалистов по разработке углепластиковых композитов. Такая родословная обычно предполагает глубокое понимание технологии, а не просто желание продать метры трубы.
Ещё один нюанс — связующее. Эпоксидная система должна давать не только прочность, но и стабильную, предсказуемую усадку при полимеризации. Если усадка неравномерна, глянец становится ?пятнистым?, а под ним могут формироваться области с пониженной плотностью. Приходилось сталкиваться с ситуацией, когда для ускорения цикла пытались поднять температуру в печи. Результат — поверхность вроде бы гладкая, но внутри — сетка микрополостей. Потом эта труба, установленная в качестве вытяжного воздуховода с агрессивными парами, не отработала и трети гарантийного срока. Пришлось разбирать, резать образцы — и учиться на ошибках.
Практика монтажа: где теория отступает
Всё, что написано в каталогах про лёгкость и простоту монтажа углепластиковых труб, — правда лишь отчасти. С глянцевой поверхностью есть специфический момент: коэффициент трения у неё низкий. С одной стороны, это хорошо для протяжки в каналах. С другой — при сборке на фланцевых соединениях с резиновыми или паронитовыми прокладками есть риск, что при затяжке болтов труба может слегка провернуться в муфте, если не сделать предварительную ?прихватку?. Особенно если поверхность идеально гладкая и чистая. Мы для надёжности на участках под фланцы всегда делали легкую матовую насечку вручную — не для красоты, а для гарантированного сцепления.
Резка и подгонка на месте — отдельная история. Болгарка с абразивным диском — худший враг глянцевой поверхности. Даже при самом аккуратном резе неизбежны сколы и оплавление края. Это не только портит вид, но и открывает торцы волокон для потенциального подсоса влаги. Правильно — использовать пилы с алмазным напылением и охлаждением. Но кто на объекте, особенно в условиях сжатых сроков, будет этим заморачиваться? Чаще режут как есть. Поэтому, если в проекте заложены трубы с глянцевой поверхностью, в спецификацию нужно жёстко прописывать методику механической обработки на месте. Иначе весь смысл в этой самой поверхности теряется после первого же реза.
Интересный кейс был с системой отвода конденсата на ТЭЦ. Заказчик настаивал на внутреннем глянце, мотивируя это снижением гидравлического сопротивления и лёгкостью очистки. Логично. Но при этом среда — горячая вода с примесями, температурные скачки. Мы предложили комбинированный вариант: внутренний слой из термостойкого связующего с глянцевой поверхностью, наружный — матовый, с усиленным защитным УФ-покрытием, так как участок проходил по открытой эстакаде. Изначально клиент сомневался в эстетике такого ?неоднородного? решения, но эксплуатация показала его правильность: внутренняя поверхность осталась чистой, а наружный слой не пожелтел и не потрескался от солнца за пять лет. Эстетика эстетикой, но функциональность и долговечность — первичны.
Выбор поставщика: не все трубы одинаковы
Рынок насыщен предложениями, и цена на глянцевую углепластиковую трубу может отличаться в разы. Соблазн сэкономить велик, особенно когда объёмы большие. Но здесь как раз тот случай, где цена часто прямо коррелирует с методом производства и, как следствие, с ресурсом. Намотка на оправку с последующей полимеризацией в автоклаве — дорого. Намотка с отверждением при атмосферном давлении и температуре — дешевле, но физико-механические свойства, особенно межслойная прочность, будут скромнее. И этот глянец может оказаться лишь тонким финишным гель-коатом, который со временем отслоится.
Когда оцениваешь производителя, всегда смотрю не только на сертификаты (их сейчас напечатать не проблема), а на историю, на реализованные проекты. Вот, например, компания ООО Цихэ Хайсинда Композит (https://www.qhhxdfhcl.ru). Основана в 2013 году, что для ниши композитов — уже солидный срок, позволяющий наработать и проанализировать опыт. Расположение в Особой промышленной зоне Бяобайсы под Цзинанем, с логистикой у скоростной магистрали и недалеко от международного аэропорта — это не просто строчка в ?Контактах?. Это признак серьёзных намерений и ориентации на экспорт, на работу с международными стандартами. Такие компании обычно более скрупулёзны в контроле, потому что их репутация стоит дороже разовой сделки.
Важный момент — штат. Упоминание о более чем 10 технических специалистах в команде из 60+ человек — хороший показатель. Значит, есть кому заниматься не только производством, но и R&D, подбором материалов под конкретную задачу, сопровождением проекта. Для сложных заказов, где нужна не просто стандартная труба, а изделие с особыми требованиями по химстойкости или температурному диапазону, это критически важно. Можно купить красивую глянцевую трубу у перекупщика, но при возникновении претензий по качеству диалог будет сложным. А когда есть прямой контакт с инженерами производителя, как с теми же специалистами из Цихэ Хайсинда, вопросы решаются на техническом уровне, с пониманием сути проблемы.
Эксплуатация и долговечность: что происходит после монтажа
Самая большая иллюзия — что, установив углепластиковую трубу, можно забыть о ней на десятилетия. Да, коррозии она не подвержена, но есть другие факторы. УФ-излучение для большинства эпоксидных матриц — враг. Глянцевая поверхность, особенно тёмного цвета, может сильнее нагреваться на солнце, ускоряя процессы старения связующего. В помещении это неактуально, но для наружных трасс — обязательно нужно защитное покрытие или выбор связующего с УФ-стабилизаторами. И это должен предусматривать производитель на этапе изготовления, а не монтажники потом, кисточкой.
Механические воздействия — ещё один риск. Глянцевое покрытие легко поцарапать при неаккуратном обслуживании соседнего оборудования. Царапина — это не просто косметический дефект. Это потенциальный очаг для развития повреждений, точка концентрации напряжений. В агрессивных средах такая царапина может стать стартом для более глубокого поражения стенки. Поэтому на объектах с высокой проходимостью или риском механических контактов иногда разумнее заказывать трубы с поверхностью не глянцевой, а полуматовой, сатиновой. Она менее маркая и лучше скрывает мелкие следы эксплуатации.
Контрольный осмотр раз в год — обязательная практика. И здесь глянцевая поверхность — хороший помощник. На ней, как на лакированной, лучше видны любые изменения: побеление (признак микроповреждений от замерзания жидкости внутри), локальные вздутия (дефект адгезии слоёв), изменение оттенка (возможно, температурное воздействие). Матовая поверхность такие ?сигналы? маскирует. Так что, с одной стороны, глянец более требователен в уходе, с другой — он делает изделие более ?информативным? для специалиста, проводящего визуальный мониторинг. Это палка о двух концах.
Возвращаясь к сути: зачем нужен глянец
Так стоит ли переплачивать за глянцевую углепластиковую трубу? Ответ, как всегда, зависит от условий применения. Для закрытых систем, где важна только гидравлическая гладкость и химическая стойкость, внутренний глянец оправдан. Для наружных декоративных конструкций или там, где важен презентабельный вид (выставочные павильоны, современные цеха ?открытого? типа) — нужен и внешний глянец. Но для рядового промышленного объекта, скажем, в цехе очистки сточных вод, где трубы закрыты кожухами или просто не на виду, эта опция — излишняя трата бюджета. Достаточно качественной ровной поверхности, обеспечивающей все эксплуатационные свойства.
Главное — не попасть в ловушку формы, забыв о содержании. Идеальный глянец, достигнутый за счёт компромиссов в основном технологическом процессе (ускоренное отверждение, дешёвое связующее, плохая оснастка) — это красивая обёртка на пустой коробке. Настоящая ценность — в сочетании безупречной поверхности с гарантированными и проверенными механическими характеристиками, стойкостью и долговечностью. Именно на это и стоит обращать внимание при выборе, изучая не только образцы, но и технологическое досье производителя, его опыт и подход к работе. Как у той же ООО Цихэ Хайсинда Композит, где, судя по всему, делают ставку на фундаментальные знания в области композитов, а не на сиюминутный рыночный лоск. В конечном счёте, труба работает не своим блеском, а надёжностью связки каждого волокна в её стенке.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сотовый углепластиковый сэндвич-панель
Сотовый углепластиковый сэндвич-панель -
 Удочки
Удочки -
 Углепластиковая плита с саржевым переплетением
Углепластиковая плита с саржевым переплетением -
 Сплошная углепластиковая плита
Сплошная углепластиковая плита -
 Глянцевый углепластиковый выхлопной наконечник
Глянцевый углепластиковый выхлопной наконечник -
 Глянцевая углепластиковая круглая труба
Глянцевая углепластиковая круглая труба -
 Тонкая углепластиковая плита
Тонкая углепластиковая плита -
 Комплектующие для БПЛА
Комплектующие для БПЛА -
 Толстая углепластиковая плита
Толстая углепластиковая плита -
 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением -
 Матовый углепластиковый выхлопной наконечник
Матовый углепластиковый выхлопной наконечник -
 Однонаправленный углепластиковый препрег
Однонаправленный углепластиковый препрег



