

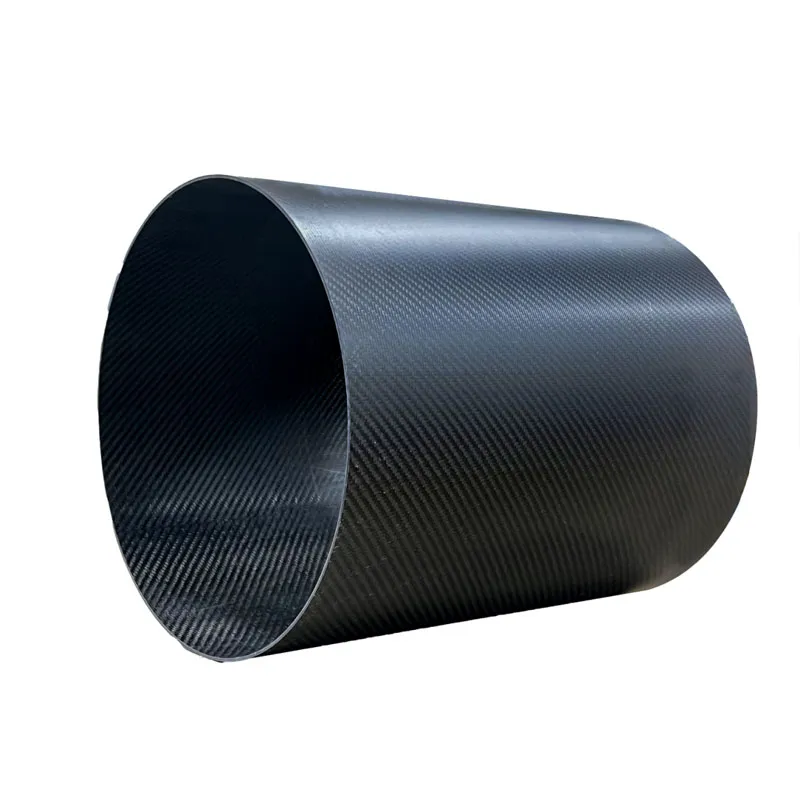
Выхлопной наконечник с саржевым переплетением
Если говорить о выхлопных наконечниках с саржевым переплетением, многие сразу представляют просто узор на поверхности. Но саржа — это не про эстетику, это про физику. Переплетение 2/2 или 4/4 — это прежде всего управление механическими свойствами и распределением тепловых напряжений вдоль трубы. Частая ошибка — считать, что любое саржевое полотно одинаково подходит для формирования наконечника. На деле угол намотки, плотность и тип углеродного волокна в этой ткани создают совершенно разный характер работы детали. Я долго думал, что главное — это препрег и температура в автоклаве, но оказалось, что если ткань изначально имеет не тот баланс по утку и основе, то при формовании в замкнутой оснастке могут возникать локальные зоны с избытком смолы или, наоборот, сухими участками. Это потом вылезает микротрещинами после термоциклирования.
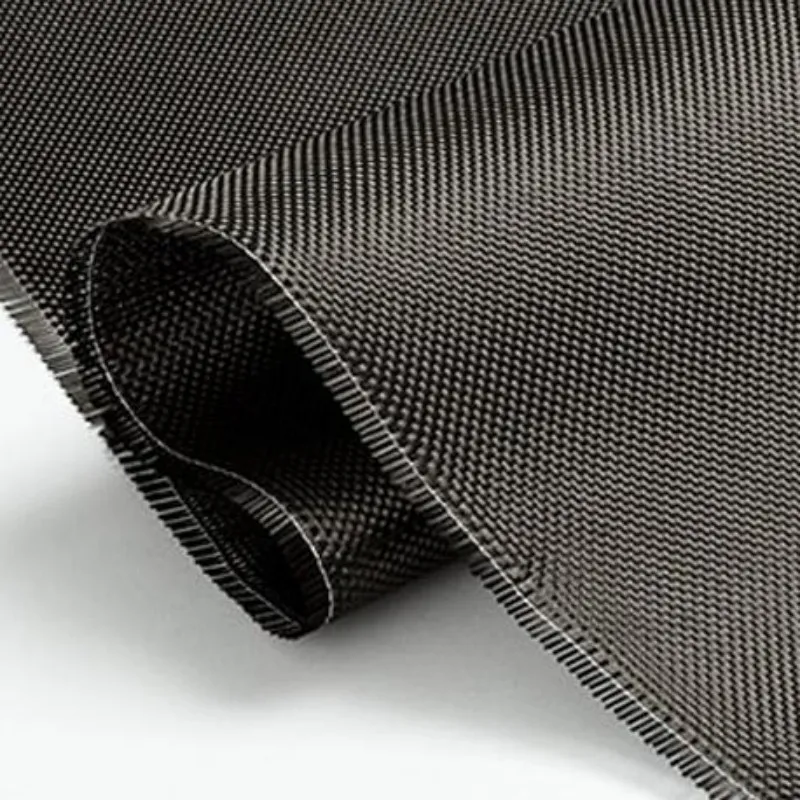
Почему именно саржа, а не полотняное переплетение?
Тут история из практики. Лет семь назад мы пробовали делать наконечники из полотняного переплетения. Казалось бы, проще и дешевле. Детали выходили красивые, с ровной поверхностью. Но на стендовых испытаниях при длительной нагрузке в режиме 'разгон-торможение' по сварному шву, соединяющему наконечник с основной трубой, пошли радиальные трещины. Полотно слишком жесткое, плохо 'играет' на изгиб и кручение, концентрирует напряжения в одной точке. Саржа же за счет смещенных переплетений работает как амортизатор, распределяя эти нагрузки по большей площади. Это как разница между цельным листом металла и рессорой.
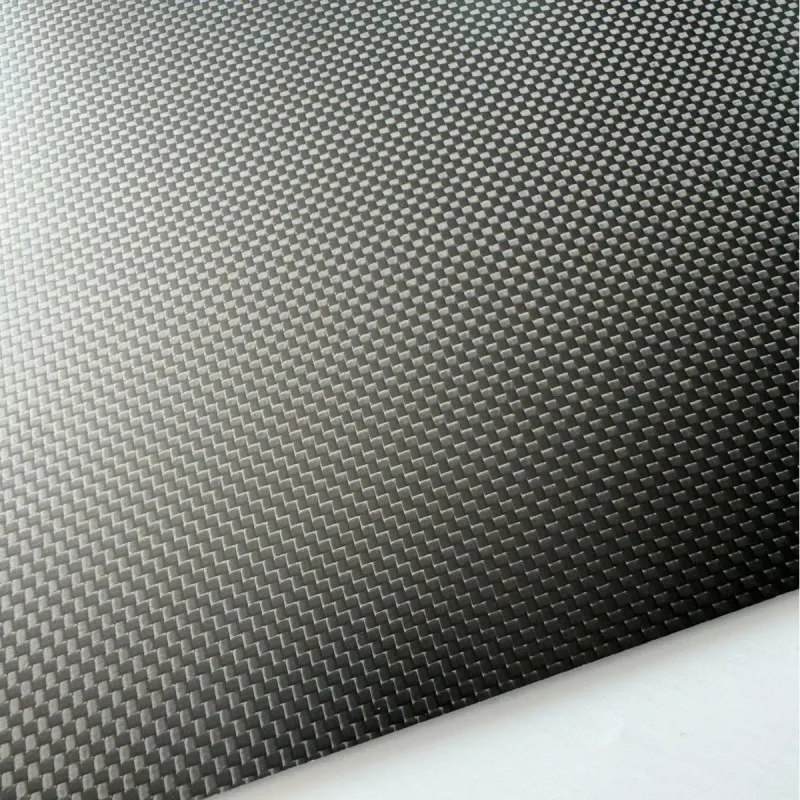
Но и с саржей не все однозначно. Есть нюанс с ориентацией рисунка относительно потока газов. Если диагональ саржи направлена вдоль потока, это может создавать паразитные вихревые эффекты на высоких оборотах, легкий свист. Приходится моделировать и подбирать угол. Иногда оптимальным оказывается направление под 45 градусов, хотя это усложняет раскрой и ведет к перерасходу материала. Но тишина работы важнее.
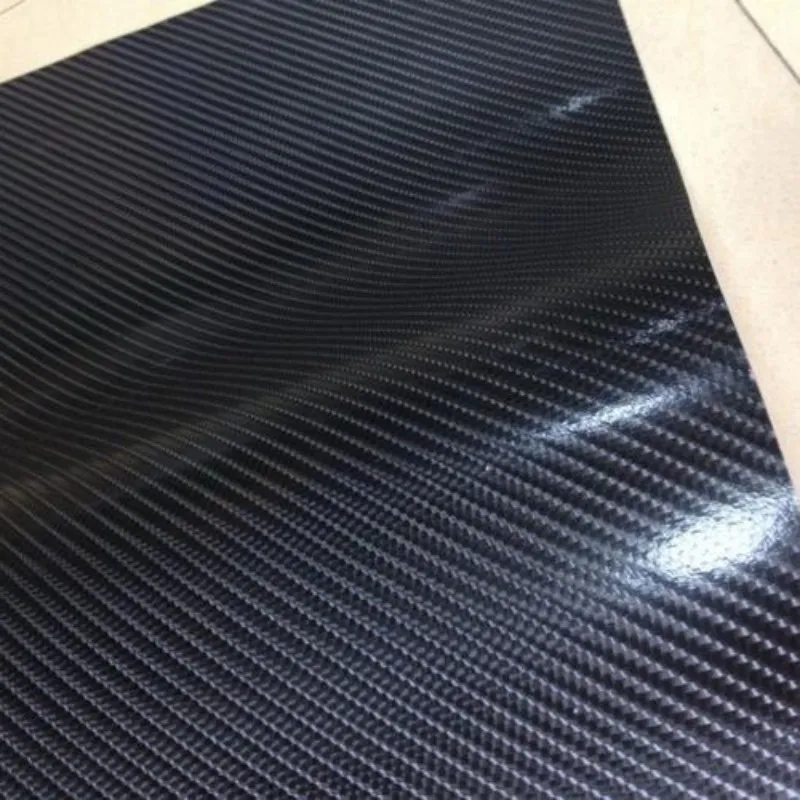
Еще один момент — это стойкость к забрызгиванию. Выхлопной наконечник — не только термомеханическая деталь, но и 'лицо' задней части авто. На саржевом переплетении, особенно с глянцевым финишным слоем смолы, следы от воды, грязи, реагентов с дороги могут быть менее заметны, чем на гладкой поверхности полотняного плетения. Это мелкое, но важное для потребителя наблюдение.
Опыт с поставщиками углеткани: от теории к браку
Работая с разными поставщиками препрегов, наступил на грабли с качеством самой ткани. Заказали партию саржи 3К, стандартной плотности. Пришла, вроде бы все нормально. Но когда начали формовать детали для одного заказа — пошли браком. Внешне — мелкие вздутия. Вскрыли — внутри между слоями оказались микроскопические обрывки нитей-бахромы, которые при прессовании создавали локальные непропиты. Поставщик разводил руками, мол, допустимый процент. Пришлось срочно искать альтернативу и за свой счет переделывать заказ.
После этого случая начали глубже вникать в цепочку. Оказалось, что надежнее работать не с перепродавцами, а с производителями, которые контролируют весь цикл — от волокна до ткацкого станка. Вот, например, китайская компания ООО Цихэ Хайсинда Композит (https://www.qhhxdfhcl.ru). Они не просто торгуют тканями, а сами являются разработчиками и производителями углепластиковых композитов с 2013 года. Основатель — один из первых специалистов в этой области в Китае. Для меня это показатель, что люди в теме. Их производственная база в Особой промышленной зоне Бяобайсы в Цзинане логистически очень удачно расположена — рядом со скоростной трассой, недалеко от ж/д вокзала и аэропорта. Это важно для своевременных поставок. У них свой штат техспециалистов, что позволяет обсуждать не просто 'дайте ткань', а конкретные параметры под нашу задачу: изменить пропитку эпоксида, плотность, ширину рулона. С такими поставщиками диалог идет по-другому.
Именно с ними мы как-то экспериментировали над усилением края наконечника — того места, где идет крепление хомутом. Попросили сделать для нас ткань с саржевым переплетением, но с комбинированным наполнением: основная часть — стандартный 3К торекс, а по краю, в процессе ткачества, вплеталась более толстая нить 12К. Получилась своего рода локально усиленная заготовка. Это позволило отказаться от дополнительной намотки края вручную, сократило время изготовления и улучшило внешний вид — переход был практически невидим. Такие штуки возможны только при тесной работе с производителем материала.
Формование: где кроется главная сложность
Казалось бы, взял ткань, положил в форму, залил смолой — и готово. Но с выхлопным наконечником с саржевым переплетением главная головная боль — это обеспечить равномерное прилегание ткани к сложной поверхности оснастки, особенно в зоне изгиба и раструба. Саржа, в отличие от однонаправленных лент, менее податлива. Она стремится сохранить свою структуру. Если просто давить на нее, она может собраться складками или перекоситься рисунок.
Выработали свой метод — использование внутреннего силиконового баллона низкого давления. Ткань вручную, по лекалам, предварительно накладывается на металлическую оснастку, стыки тщательно подрезаются. Потом внутрь заводится баллон, и он, надуваясь, не давит, а как бы 'обнимает' ткань изнутри, прижимая ее к стенкам с равномерным усилием. Это позволяет сохранить геометрию переплетения без искажений. Смола (обычно фенольная или специальный термостойкий эпоксид) подается по каналам в оснастке. Важно, чтобы температура смолы и температура оснастки в момент подачи отличались не более чем на 10-15 градусов, иначе пропитывание будет неравномерным.
Частая проблема на этом этапе — образование так называемых 'сухих зон' в местах наибольшего изгиба. Там ткань может слегка отстать от стенки оснастки, смола туда не поступает, и после полимеризации получается расслоение. Бороться с этим можно только опытом и точным расчетом количества смолы и давления. Иногда помогает предварительный локальный прогрев оснастки в 'проблемных' местах газовой горелкой. Примитивно, но работает.
Испытания: что показывает практика, а что — только теория
Лабораторные испытания на термостойкость и вибропрочность — это обязательный этап. Но они не всегда отражают реальные условия. По стандарту, наконечник держат при 500°C час, потом резко охлаждают. Все проходит. А в жизни? Выхлоп современного турбомотора в пике может давать кратковременные выбросы и выше, плюс снаружи — ледяная лужа или снег. Термоудар получается более резким и локальным.
Один из наших наконечников, сделанных по всем правилам из качественной саржи, прошел все стендовые тесты. Но на реальном автомобиле, после серии агрессивных стартов, на внутренней поверхности, невидимой глазу, появилась сетка микротрещин. Не критично для прочности, но факт. Причина, как выяснилось, была в финишном лаке. Он был не достаточно эластичным после длительного нагрева. Сама ткань выдержала, а покрытие — нет. Пришлось менять поставщика лака и вводить дополнительный тест на циклический нагрев с последующей проверкой на адгезию и гибкость покрытия.
Другой практический момент — крепление. Самый прочный наконечник можно разрушить неправильным хомутом. Если хомут перетянуть, он создает точечную нагрузку, которая концентрируется как раз на ребре саржевого переплетения и может привести к постепенному расслоению. Мы даже начали поставлять некоторые модели с фирменными хомутами определенного момента затяжки. Клиенты не всегда понимают важность этого, но те, кто в теме — ценят.
Взгляд в будущее: куда двигаться дальше?
Сейчас все упирается в стоимость сырья и автоматизацию. Ручная укладка саржевой ткани — это квалифицированный, но долгий труд. Роботизация пока плохо справляется с податливостью такой ткани, она сминается в манипуляторе. Видимо, будущее за препрегами с улучшенной липкостью (tack), которые будут лучше держать форму при автоматической укладке, и за развитием 3D-ткачества. Можно ли сразу выткать готовый наконечник-чулок с саржевой структурой, чтобы минимизировать отходы и операции? Технически это уже возможно, но цена такой заготовки пока высока для массового рынка.
Еще одно направление — гибридные материалы. Внутренний слой — саржа из термостойкого волокна (например, силикона или базальта), внешний декоративный слой — классический углекомпозит. Это может дать выигрыш в стойкости к высоким температурам и снизить общую стоимость, так как углеткань — самый дорогой компонент. Но здесь новая головная боль — обеспечение прочной связи между разнородными слоями в условиях вибрации.
В целом, тема выхлопных наконечников с саржевым переплетением далека от исчерпания. Это не просто 'труба с узором'. Это композитная деталь, где каждый параметр — от типа переплетения до финишного покрытия — результат компромисса между стоимостью, технологичностью, долговечностью и внешним видом. И главный вывод за годы работы: нельзя экономить на ткани и нельзя слепо доверять лабораторным протоколам. Настоящую проверку проходит только на дороге. А надежного поставщика материалов, вроде той же ООО Цихэ Хайсинда Композит, который понимает суть задачи и готов к диалогу, нужно ценить и держаться за него. Потому что от качества его полотна на ткацком станке начинает зависеть, будет ли тихо и надежно работать выхлопная система твоего клиента через три зимних сезона.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Стеклоткань
Стеклоткань -
 Глянцевая углепластиковая плита
Глянцевая углепластиковая плита -
 Матовая углепластиковая круглая труба
Матовая углепластиковая круглая труба -
 Углепластиковая ткань с сатиновым переплетением
Углепластиковая ткань с сатиновым переплетением -
 Удочки
Удочки -
 Необработанная углепластиковая плита
Необработанная углепластиковая плита -
 Глянцевая углепластиковая круглая труба
Глянцевая углепластиковая круглая труба -
 Углепластиковая ткань с полотняным переплетением
Углепластиковая ткань с полотняным переплетением -
 Углепластиковая плита с полотняным переплетением
Углепластиковая плита с полотняным переплетением -
 Полутолстая углепластиковая плита
Полутолстая углепластиковая плита -
 Матовая углепластиковая плита
Матовая углепластиковая плита -
 Толстая углепластиковая плита
Толстая углепластиковая плита



